Расчет Местных Отсосов
⚡ 👉🏻👉🏻👉🏻 ИНФОРМАЦИЯ ДОСТУПНА ЗДЕСЬ ЖМИТЕ 👈🏻👈🏻👈🏻
ВЕНТИЛЯЦИЯ РАБОЧИХ МЕСТ В СВАРОЧНОМ ПРОИЗВОДСТВЕ | admin
| 18.03.2016
http://hss.com.ua/ - здесь всё что есть в наличии
+38 050 5705524 Олег
om96@mail.ru
Спонсор проекта:
Производство и поставки оборудования
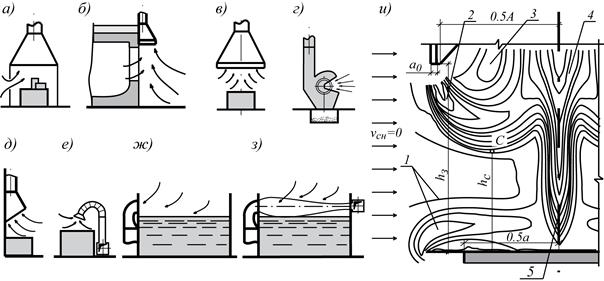
В зависимости от конструктивных особенностей (стационарные, переносные, малогабаритные и г. д.), а также от аэродинамических особенностей, характеризующих условия подтекания воздуха к всасывающим отверстиям, различают следующие местные отсосы: простые или активированные приточными струями; по направлению удаления вредных веществ; по степени ограничения зоны всасывания; по возможности регулирования расположения воздухоприемного отверстия.
В простых отсосах применяются пылегазоприемники, присоединяемые к вытяжным вентиляционным установкам или системам. За счет создаваемого ими разрежения у воздухоприемного отверстия (панели) местного отсоса образуется зона всасывания со скоростями, достаточными для улавливания вредных выделений.
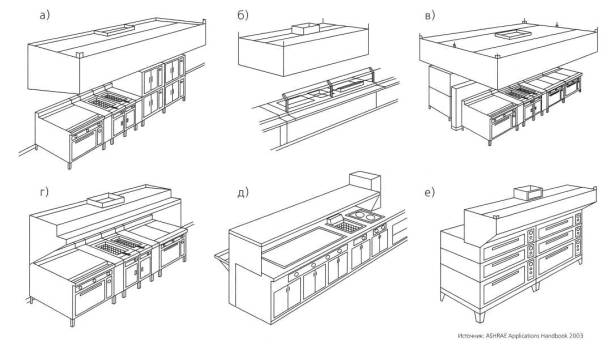
В активированных отсосах в дополнение к всасывающему устройству применяется приточная струя (или система струй), которая поддувает вредные выделения к вытяжному отверстию или выполняет роль воздушной завесы, препятствующей их прорыву в производственное помещение. На рис. 19 представлено несколько схем активированных отсосов.
По схеме (рис. 19, а) в корпусе, разделенном внутренней перегородкой, находятся местный отсос и приточное устройство, создающее шиберующую воздушную струю, направленную под углом сверху вниз на рабочего. Выдвижной щиток над отсосом позволяет эффективно регулировать величину зоны всасывания. Кроме ши — берующего эффекта, приточная струя, подавая непрерывно в зону дыхания сварщика чистый воздух, создает нормальные метеорологические условия для рабочего.
Схема (рис. 19, б) разработана и проверена экспериментально фирмой Delvental В. и Konig R [37]. Струя приточного воздуха, подаваемая спереди под небольшим углом вдоль поверхности стола, позволяет удалять загрязненный воздух от лица сварщика, направляя его вдоль задней стенки к верхнему вытяжному патрубку. Эксперимент показал, что задняя стенка должна быть профилированной, чтобы избежать вихреобразования и рассеивания вредных 50
веществ. Схема пригодна только при сварке мелких деталей небольшой высоты.
Схема (рис. 19, в) разработана в лаборатории охраны труда НИИСТ (г. Киев). Над вытяжной решеткой стола сварщика выше рабочей зоны размещена приточная панель, создающая равномерный поток воздуха вниз к отсосу. Образующиеся вредные вещества опрокидываются и улавливаются нижним отсосом. Зона дыхания рабочего находится в потоке чистого приточного воздуха. Если свариваемое изделие перекрывает более 75% площади щелей решетки или при значительной высоте изделия, когда верхняя его плоскость расположена горизонтально, эффективность отсоса резко снижается. Сдувающая приточная струя ударяется о плоскость детали и, увлекая вредные вещества, уходит в помещение.
Активированные отсосы не получили широкого распространения в сварочных цехах в основном из-за необходимости дополнительного подвода чистого приточного воздуха, однако применение их для местной вентиляции является, на наш взгляд, перспективным.
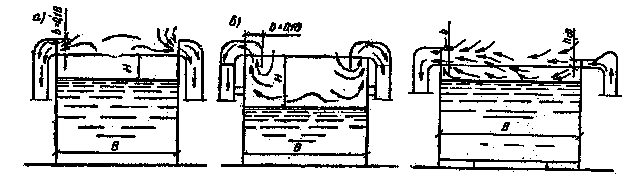
По направлению удаления вредных веществ различают нижние, боковые и верхние отсосы.
Нижние отсосы, выполняемые в виде решетчатых поверхностей столов, опрокидывают факел вредных веществ вниз, не давая ему достичь зоны дыхания сварщика. В гигиеническом отношении они являются самыми рациональными, однако значительные скорости воздуха, необходимые для опрокидывания вредных веществ, требуют больших расходов для нижних отсосов, особенно при большой высоте свариваемых изделий. Нижние отсосы эффективны при сварке мелких и средних деталей высотой до 100—150 мм.
Боковые отсосы выполняют в виде отверстий или панелей, устанавливаемых со стороны, противоположной рабочему месту сварщика. Они создают зону всасывания, отклоняющую факел вредных веществ в сторону отсоса. Различные конструкции боковых отсосов широко применяются в производстве чаще всего для улавливания вредных веществ на фиксированных рабочих местах (см. рис. 3 и 5).
Верхние отсосы выполняют в виде воронок или зонтов. По расходу воздуха эти отсосы экономичны, так как направление движения отсасываемого воздуха совпадает с направлением движения загрязненного факела (вверх), скорости воздуха в зоне отсоса минимальны. Однако как указывалось ранее, поднимающиеся вредные вещества могут проходить через зону дыхания сварщика, что является существенным недостатком верхних отсосов.
Часто применяют комбинированные отсосы, например, нижний и боковой. При соответствующих средствах регулирования работы отсосов такие решения дают хороший результат.
Рис. 20. Расходы воздуха для обеспечения скорости 0,25 м/с в спектре всасывания при различных типах ограждений:
а —открытый отсос; б — закрытый отсос
Большое значение для повышения эффективности местиых отсосов имеет ограничение зоны всасывания плоскостями. Это позволяет уменьшить зону всасывания, повысить скорости движения воздуха и обеспечить более интенсивный отсос вредных веществ. 11о степени экранирования зоны всасывания различают закрытые отсосы (шкафного типа) и открытые отсосы [8]. Схемы отсосов показаны на рис. 20.
В некоторой условной точке А (на рис. 20 она отмечена крестиком) требовалось обеспечить скорость 0,25 м/с. При этом для открытого отсоса (рис. 20, а), расположенного от указанной точки на расстоянии 300 мм, потребовался расход воздуха 2720 м3/ч, а для закрытого отсоса (рис. 20, б) с проемом 300 X 300 мм — 255 м3/ч, т. е. почти в 11 раз меньше.
Местные отсосы закрытого типа выполняют в виде шкафов, внутри которых производится сварка мелких изделий. Открытыми остаются небольшие рабочие проемы, через которые внутрь шкафа всасывается воздух. Согласно рекомендациям [5] в зависимости от технологии процесса скорости воздуха в проемах могут изменяться от 0,3—0,5 до 1,5—2,5 м/с.
Расход воздуха, удаляемого от укрытия, определяется по формуле
где Fa — суммарная площадь открытых проемов и неплотностей, м2; t)u — скорость воздуха в проемах или отверстиях, м/с.
Весьма эффективным способом в ряде случаев является подача в укрытие струи воздуха, интенсифицирующей удаление вредных веществ [42, рис. 4 3]. Преимуществом закрытых отсосов является незначительное влияние на их эффективность подвижности окружающего воздуха в производственных помещениях.
Отсосы открытого типа выполняют в виде панелей или патрубков, не имеющих ограждающих плоскостей. Отсосы просты по конструкции, однако подвержены влиянию подвижности окружающего воздуха. Отсосы этого типа применяют при ручной, полуавтоматической и автоматической сварке (см. п 4 гл IV). Всасывающее отверстие выполняется в виде патрубка круглого или прямоугольного сечения, кольцевой щели или перфорации из мелких отверстий, размещенных вокруг сварочной головки. Скорости воздуха в вытяжных отверстиях могут быть значительными (20—40 м/с), при этом в зоне сварки не должно нарушаться качество газовой защиты.
Преимуществом открытых отсосов является их компактность и возможность размещения на небольшом расстоянии от точки сварки. Если местный отсос стационарно закреплен на сварочной головке или сварочном оборудовании на определенном расстоянии от сварочной дуги (минимально 20—25 мм), то расход воздуха будет небольшим, как правило, до 100 150 м3/ч. При таких расходах
можно использовать ьоздуховоды небольшого сечения.
Установка ограждающих плоскостей улучшает работу отсоса Например, отсос (см. рис. 3, а) может быть выполнен в виде вытяжной панели, установленной над столом для сварки, а дополнительными ограждающими плоскостями являются стенки кабины и козырек.
В отсосах различных типов можно повысить их эффективность регулированием места расположения всасывающего отверстия — из глубины укрытия, у передней его кромки и т. д.
Нерегулируемые местные отсосы применяют, если на данном рабочем месте постоянно выполняются одни и те же операции или условия технологического процесса изменяются незначительно (напрямі ), свариваются только мелкие детали). Местный отсос рассчитывается по заданным параметрам технологического процесса и в этом узком диапазоне оказывается эффективным. Однако в ряде случаев, когда на рабочем месте выполняются различные операции, целесообразно перестраиваться при определенном изменении технологии. Чаще всего местные отсосы выполняют подвижными, способными перемещаться в заданной зоне, и располагают их как можно ближе к точке сварки. Примером отсоса указанного типа являются хорошо известные подвижные пылегазоприемники ЛИОТ-1 и ЛИОТ-2, описанные выше (п. З гл. III).
Для столов сварщика ВИСПом разработана панель с изменяемым углом наклона (см. рис. 51). При большой длине стола панель может быть выполнена из нескольких секций с клапанами в каждой
из них, что значительно повышает возможности регулирования работы отсоса.
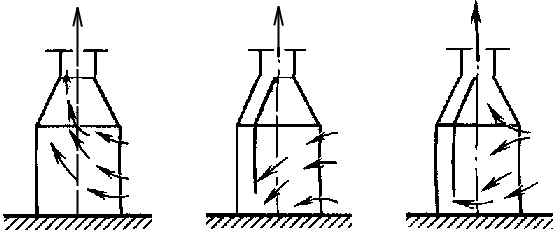
Схема работы другой регулируемой панели показана на рис. 21. При сварке в верхней части изделия подвижный щиток 3 опускается ВНИЗ, обеспечивая ЛГиСпСг. ВНЫЙ ошос вредных веществ из верхней зоны, а при сварке нижней части изделия щиток перемещается вверх, способствуя созданию зоны эффективного отсоса в нижней части рабочей зоны. По данным разработчиков, указанный местный отсос обеспечивает снижение расходов на электроэнергию и тепло до 5000 р в год.
Рис. 22. Схема к расчету нижнего отсоса при улавливании сварочного факела
Ряд конструкций местных отсосов с автоматическим перемещением в рабочей зоне разработан СПКИ (г. Одесса). Схема местного отсоса с управляющими фотоэлементами показана ниже на рис. 57. Небольшая вытяжная панель укреплена на подвижном воздуховоде и снабжена по бокам фотоэлеменшми. При перемещении точки сварки в сторону фотоэлементы выдают команду на механизм перемещения панели, обеспечивая перестановку местного отсоса к сварочной дуге и способствуя удалению токсичных газов и пыли. В ряде случаев такое устройство может оказаться полезным, стоимость данной конструкции невысока.
Наиболее эффективными при сварке и тепловой резке являются два способа локализации вредных веществ.
Улавливание вредных веществ нижним отсосом. В этом случае загрязненный поток опрокидывается вниз к вытяжной панели, не проходя через зону дыхания рабочего. Сварочный факел поднимается над плоскостью свариваемого изделия, образуя клуб дыма, затем на некотором удалении от точки сварки он поворачивается вниз к вытяжной решетке и затягивается в отверстия местного отсоса (рис. 22).
Отклонение факела вредных веществ от лица сварщика при помощи бокового отсоса, выполненного в виде вытяжной панели, или 54
всасывающего патрубка. Сварочный факел, поднимающийся вверх, потоком подтекающего к местному отсосу воздуха постепенно отклоняется вместе с вредными веществами в сторону всасывающих отверстий. При достаточных скоростях (0,25—0,5 м/с) загрязненный факел полностью улавливается местным отсосом. Как видно на рис. 77, в процессе взаимодействия с местным отсосом сварочный факел деформируется, становится не круглым, а плоским. Непосредственно у всасывающих отверстий периферийные струйки факела размываются подтекающим воздухом и остается только ядро с большими концентрациями вредных веществ.
В работах ряда авторов (например, Л. В. Кузьминой, Т. А. Фиал- ковской) процессы взаимодействия факела вредных веществ с различными типами местных отсосов описываются сложными зависимостями, при этом вводится ряд допущений, не всегда позволяющих получить желаемый результат применительно к сварке.
Авторами на основании анализа действующих сил получены решения, позволяющие определить эффективные расходы воздуха для нижнего и бокового отсосов с учетом геометрических размеров отсоса, положения точки сварки и мощности сварочной дуги (для электроду говой сварки плавящимся электродом).
Для расчета нижнего подрешетчатого отсоса выделен контур и составлена схема взаимодействия потоков для составления уравнения количества движения в проекции па вертикальную ось (см. рис. 22). В начальном участке сварочного факела скоростьобиз — начена vc, плотность ус и площадь факела Fc. В рассматриваемом уравнении количества движения в отличие от других решений учитывается подъемная сила в сварочном факеле А. Уравнение имеет вид
Рі /’і — А + р2 (/’ рсш—Кде,) — ^2 — /гс Jr /.’і, (24)
где — разрежение в сечении / — /, Па, равное динамическому давлению, подсчитанному по скорости v{, А — подъемная сила в конвективном потоке, равная А = AychnFc, Н; р2 — разрежение у вытяжной решетки в сечении II — II, Па; Нп — высота подъема факела над поверхностью детали, м; kx и k2 — количества движения воздуха в сечениях / — / и // — II, Н; кс — количество движения воздуха в начальном сечении конвективного потока, Н.
Раскрывая содержание отдельных членов уравнения (24), получим
=——- — Ус <■Fреш — f дет)——— Yc Fc + Ув Ft. (25)
В результате решения уравнения (25) определяем величину осевой скорости (в м/с) воздушного потока, обеспечивающей опрокиды-
Скорость г, определяется рядом величин, характеризующих сварочный факел и отсос. По найденной величине опрокидывающей скорости и известным закономерностям спектров определить расход воздуха в решетке отсоса не представляет затруднений
Рис. 23. Удельные эффективные расходы воздуха для столов с нижними отсосами:
а — решетка 1000X700 мм; б — рл*четка 700X 500 мм. Ручная сварка* / электроды 0 3 мм, /св — ПО А; 2 тектро — ды 0 4 мм, /св — 140 А; 3 — э — ктроды 0 5 мм, /св — 190 А; 4 — 3 ктроды 0 6 мм, /св = 200 А; х — полуавтоматическая сварка в С02 проволокой 0 1,6 мм, /св — 250 А
Отметим, что абсолютная величина эффективной опрокидывающей скорости в точке сварки не зависит от высоты расположения детали над всасывающей решеткой. Это положение подтверждено экспериментально. Приняв, что высота подъема сварочного факела над точкой сварки (до опрокидывания) не должна превышать 0,1 м, были определены величины опрокидывающих скоростей при разной мощности сварочной дуги. Эксперименты показали, что величина опрокидывающей скорости Uj для данного технологического процесса является постоянной. Например, при ручной сварке электродами Q Змм при силе тока 110 А она равна 0,5 м/с, а при сварке электродами ~ 5 мм током силой 200 А — 0,67 м/с. С учетом полученных результатов построены графики для определения удельных эффективных расходов воздуха для столов с решетками размером 1000 х 700 и 700 X 500 мм (рис. 23). Номограмма для расчета нижних отсосов в зависимости от размеров решеток и мощности сварочной дуги дана в приложении 5. Нижние подрешеточные отсосы рекомендуется применять при сварке деталей высотой не более 100— 150 мм. При этом свариваемая деталь не должна перекрывать больше 25—30% площади всасывающих отверстий решетки.
Пример пользования номограммой (приложение 5). Определить расход воздуха при ручной сварке деталей высотой 0,11 м электродами (S3 мм для стола с нижним отсосом размером 1000X700 мм. Подвижность воздуха в помещении 0,5 м/с.
Прежде всего по заданным размерам отсоса определяем эквивалентный диаметр вытяжной решетки, он равен 0,83 м (точка 1). Затем, приняв долю конвективного тепла сварочного факела равной 10% общей тепловой мощности дуги, находим величину Q„ = 330 Вт. После этого отмечаем на левой части нижней шкалы высоту свариваемой детали у = 0,11 м (удаленье точки сварки от поверхности вытяжной решетки) и проводим через указанную точку вверх вертикальную прямую до пересечения с прямой D3KB = 0,83 м (точка 2). Из точки 2 проводим вправо горизонтальную линию до пересечения с кривой Qi( = 330 Вт (точка 3), далее опускаемся по вертикали вниз и находим значение удельного расхода воздуха. Для заданных условий L“n = 2200 м8/ч на 1 м2 вытяжной решетки.
При определении эффективного расхода воздуха для нижнего отсоса необходимо учесть отрицательное влияние на работу отсоса подвижности воздуха в цехе. Поэтому по графикам рис. 25 найдем значение поправочного коэффициента К’1 .При скорости сносящего потока пСц = 0,5 м/с и высоте деталей у = 0,11 м величина KJJ = 1,12.
Необходимый расход воздуха для нижнего отсоса размером 1000Х 700мм
LH = Fp Кр = 2200-0,7-1,12 1730 м3/ч.
Для расчета боковых местных отсосов использованы закономерности движения свободной неизотермической струи в боковом сносящем потоке [36] Путем преобразования уравнения сил, воздействующих на струю, получено уравнение изогнутой оси струи в сносящем потоке в относительных координатах:
где К = —у — безразмерный коэффициент, зависящий от коэф-
фициента лобового сопротивления струи сп и коэффициента формы струи с / и./ — безразмерные комплексы, отражающие относительное влияние начального импульса и гравитационной силы на развитие струи [361.
Так как сварочный факел является конвективным потоком без начального импульса, выражение для у упрощается и записывается в виде
Поскольку пользоваться формулой (27) в относительных координатах для практических расчетов не совсем удобно и важнее учитывать основную определяющую величину сварочного факела — его конвективное тепло QK; преобразуем выражение комплекса J:
Подставляя полученное значение (28) в (27), после преобразования перейдем к бсолютным координатам (в м):
Координаты в формуле (29) привязаны к системе координат струи (рис. 24).
Расчетная схема для случая взаимодействия конвективного потока с местным боковым отсосом представлена на рис. 24. Центр вытяжной решетки расположен над плоскостью стола на высоте Н, через центр решетки проходит ось К, а ось X лежит в плоскости стола. Вместо величины скорости сносящего потока можно подставить значение составляющей скорости vx по формуле (21). Подставив в выражение (23) значение из (21) и координаты конечной точки оси условленного факела хк и ук в плоскости вытяжной панели, можно получить величину эффективного расхода воздуха. Так как для вытяжных панелей конечных размеров следует учитывать поправочный коэффициент на длину отсоса Л’, (см. рис. 18), значение удельного расхода воздуха (в м3/с • м) будет иметь вид
Фактические скорости в спектрах всасывания отсосов, обеспечивающие эффективную локализацию вредных веществ, должны быть несколько больше расчетных, чтобы компенсировать влияние подвижности воздуха в цехах (сквозняков). Экспериментально определяется коэффициент запаса Kv, учитывающий это явление (величина его более единицы). Вспомогательный график для нахождения величины Kv для нижних и боковых отсосов приведен на рис. 25.
Результаты экспериментальной проверки эффективности действия боковой панели с решеткой 560 v 200 мм приведены на рис. 26. Центр вытяжной панели был расположен на высоте 0,5 м над столом. Анализ полученных данных показывает, что при высоте сваривае мых деталей до 400 мм расход воздуха изменяется незначительно, а для более высоких деталей расход резко возрастает. Особенность работы боковых отсосов заключается в следующем. Если точка сварки лежит выше центра отсоса, то при относительно небольш
http://hssco.ru/osnovy-rascheta-mestnyx-otsosov/
https://studizba.com/lectures/154-stroitelstvo/2503-sistemy-otoplenija-ventiljacii-i-kondicionirovanija-vozduha/46677-11-raschet-mestnyh-otsosov-razlichnogo-tipa.html
Онлайн Лишение Дественности
Девственая Попа Онлайн Бесплатно
Порно Видео В Ваной
ОСНОВЫ РАСЧЕТА МЕСТНЫХ ОТСОСОВ | Инструмент, …
11 Расчет местных отсосов различного типа - СтудИзба
Расчет местных отсосов различного типа
ПРИМЕРЫ РАСЧЕТА СИСТЕМ МЕСТНЫХ ОТСОСОВ (СТО …
Расчет местных отсосов ванн. Выбор конструкции местного ...
Расчет местных отсосов различного типа
Расчет местных отсосов различного типа
6. Расчет местных отсосов от оборудования. Вентиляция ...
Расчет производительности местных отсосов - …
Вентиляция горячего цеха - расчет вентиляции и местных ...
Расчет Местных Отсосов