Полное руководство по моделированию наплавлением (FDM) в 3D-печати
3D Печать | Новости
Моделирование методом наплавления (FDM) или изготовление плавленых нитей (FFF) является наиболее широко распространенной технологией 3D-печати. В этом объяснении мы углубимся в происхождение этой технологии и то, как она работает.
Процесс 3D-печати FDM был задуман и запатентован Скоттом Крампом в 1989 году и представлен на рынке в 1990 году его компанией Stratasys (США), которую он основал. Поскольку процесс FDM находился под патентной защитой, только Stratasys могла официально использовать аббревиатуру FDM. Однако с ростом движения в 2005 году команда Адриана Бойера ввела альтернативную аббревиатуру FFF, обозначающую производство плавленых нитей. Этот термин специально подчеркивал использование нити, в то время как первые FDM-принтеры Stratasys использовали гранулы. По сути, обе аббревиатуры относятся к одному и тому же процессу аддитивного производства без каких-либо существенных технических различий между ними.
Основные принципы печати FDM
FDM-печать широко считается одной из наиболее фундаментальных и доступных технологий 3D-печати. Его функционирование зависит от пяти ключевых компонентов:
- Печатная пластина: поверхность, на которой печатается объект.
- Катушка с нитью: печатный материал в форме нити.

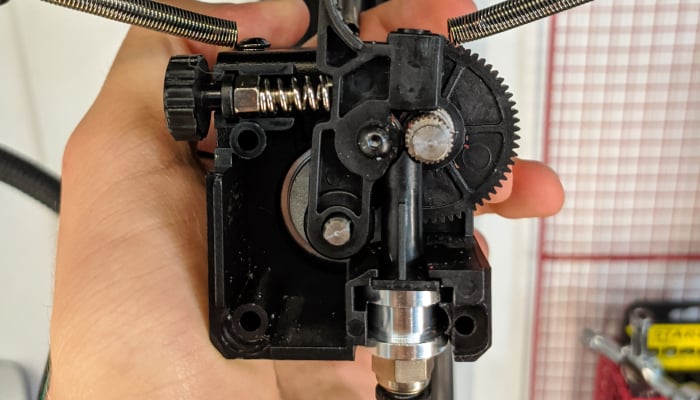
- Экструдер: шаговый двигатель, оснащенный системой привода, которая перемещает нить для печати.
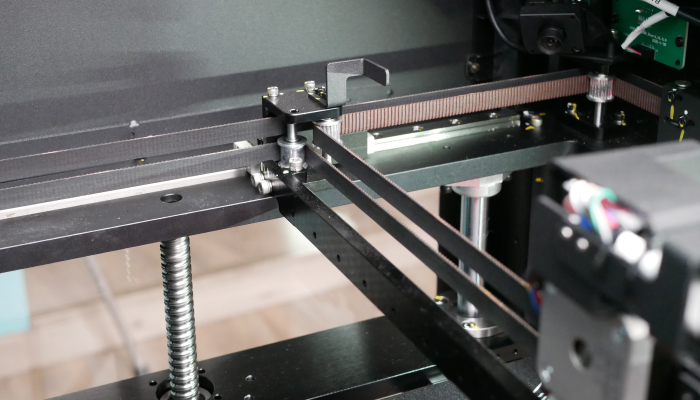
- Система движения: система, отвечающая за перемещение печатающей головки и печатной формы по осям X, Y и Z, что позволяет создавать трехмерные объекты.
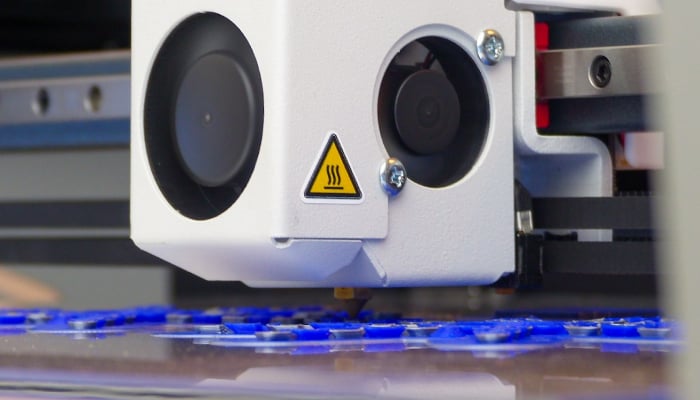
- Печатающая головка: компонент, который наносит материал слой за слоем.
В большинстве случаев в технологии FDM используются термопластические материалы, которые загружаются в принтер в виде нитей. Нить подается к печатающей головке или хотэнду с помощью двигателя экструдера. В хотэнде материал подвергается резистивному нагреву, достигая точки плавления и переходя в расплавленное состояние. Затем его выдавливают через узкое сопло.
Альтернативно, вместо нити можно использовать гранулы, представляющие собой мелкие пластиковые частицы. Эти гранулы экструдируются через бункер. Независимо от исходной формы материала, процесс печати остается одинаковым. После экструзии материала расплавленный пластик слой за слоем наносится на печатную форму. Для облегчения затвердевания часто используют вентилятор для охлаждения нанесенных слоев.
Доступные материалы для печати FDM
Преимущество печати FDM заключается в совместимости с разнообразными материалами, особенно с термопластами . За прошедшие годы индустрия литья пластмасс под давлением разработала широкий спектр термопластов, многие из которых легко можно использовать для печати FDM. Среди этих материалов наибольшее распространение получили PLA , PETG и ABS. В нашей подробной статье на эту тему мы углубимся в детали и исследуем широкий спектр материалов, подходящих для 3D-печати FDM. Эти материалы включают в себя стандартные варианты, а также более сложные варианты, такие как гибкие материалы, гибридные материалы , наполненные материалы (включая композиты, металлы, дерево и т. д.) и высокоэффективные материалы.

Francofil продает нити, изготовленные из побочных продуктов, содержащих переработанные отходы, такие как устрицы, ракушки, крупы и кофе.
Доступность материалов для 3D-печати FDM обширна. Нити производятся многочисленными компаниями и обычно предлагаются в двух стандартных размерах: 1,75 мм и 2,85 мм. Эти стандартизированные размеры обеспечивают совместимость с различными FDM-принтерами и упрощают пользователям процесс выбора материала.
Учитывайте следующие факторы для достижения высококачественных результатов печати FDM.
На качество печати FDM часто влияют два фактора: диаметр сопла и высота слоя. Больший диаметр сопла позволяет наносить более высокие отдельные слои. Однако чрезмерная высота слоя может привести к потере детализации и ошибкам ступенчатого перехода. Наиболее часто используемый размер сопла составляет 0,4 мм, что позволяет печатать с высотой слоя от 0,1 до 0,3 мм.
На некоторых отпечатках видны отдельные слои материала.
При 3D-печати FFF материал можно экструдировать двумя разными методами:
Первый — это экструзия Боудена, при которой материал подается из экструдера в хотэнд по вытяжной трубе Боудена. Эта конфигурация очень легкая, поскольку печатающая головка должна поддерживать только горячий конец, а не экструдер, который, следовательно, является удаленным.
Рекомендации по применению расплавленного материала
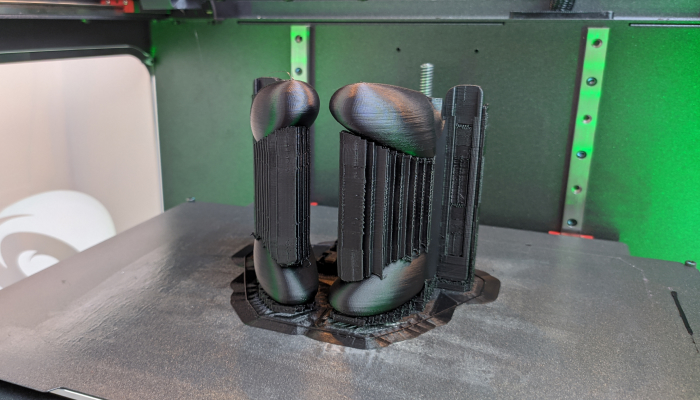
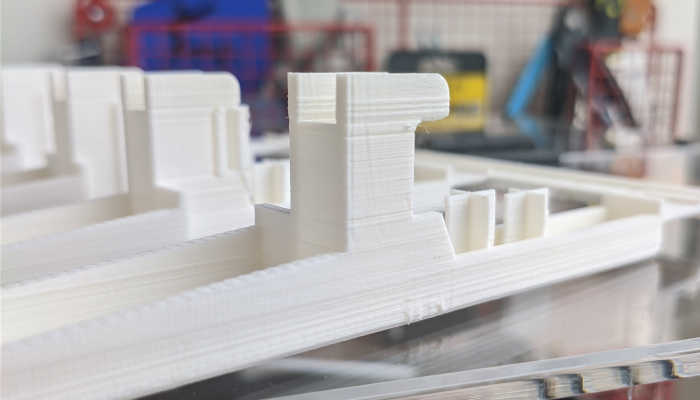
Для некоторых деталей, напечатанных методом наплавления, требуются подложки.
Рынок принтеров FDM
Хотя принтеры FDM работают по одному и тому же фундаментальному принципу, они могут сильно различаться по функциям и возможностям. Эти изменения призваны облегчить процесс печати, обеспечить производство более крупных деталей и использовать современные материалы. Примеры таких вариантов включают, среди прочего, широкоформатные принтеры, принтеры IDEX (независимая двойная экструзия) и высокопроизводительные принтеры.
Такое разнообразие приводит к появлению обширного рынка 3D-принтеров FDM, охватывающего широкий спектр устройств. С одной стороны, есть доступные офисные машины стоимостью несколько сотен долларов, а с другой стороны, на заводах есть принтеры промышленного уровня, которые могут стоить сотни тысяч долларов. Признанные имена в сегменте начального уровня включают Creality и Anycubic, а Stratasys, 3D Gence и 3ntr хорошо известны своими принтерами профессионального уровня.
Благодаря обилию доступных 3D-принтеров FDM можно создавать самые разнообразные продукты: от небольших прототипов до ракет, декоративных предметов и даже зданий.
Благодаря своей доступности и удобству для пользователя 3D-печать FDM обычно используется при быстром прототипировании, чтобы рационализировать и ускорить итеративный процесс исследований и разработок.
3D Print News