PVA против HIPS: как выбрать правильный вспомогательный материал для 3D-печати
3D Печать | Новости
Если вы хотите печатать объекты сложной геометрии, с крутыми свесами, длинными мостами и полостями, вам не обойтись без опорных конструкций. При использовании технологий порошковой печати в этом нет необходимости, поскольку порошок сам по себе способен поддерживать печатную структуру. Однако при печати нитями или смолой необходимо включать опорные конструкции, чтобы гарантировать, что конечный объект выдержит печать в целости и сохранности. Два материала, которые часто используются для поддержек, — это ПВА и УПП , которые мы более подробно рассмотрим в этой статье, особенно при их использовании в печати FFF .
Требования к вспомогательным материалам разнообразны, поэтому выбор подходящего может оказаться затруднительным. Ведь подставки должны максимально легко сниматься после печати и не оставлять следов на печатаемом объекте. Более того, в лучшем случае это будет материал, отличный от того, из которого изготовлен сам печатный объект. Поэтому рекомендуется использовать принтер FFF с двойными экструдерами., что сокращает время печати, а также риск того, что два материала смешаются и неблагоприятно повлияют друг на друга. К счастью, на рынке филаментов есть такие, которые подходят или даже специально предназначены для печатных подставок. Мы более подробно рассмотрели два из них, противопоставив ПВА и УППС по характеристикам, печатным свойствам и применению. ПВА — это материал, который в основном используется в качестве растворимого вспомогательного материала при 3D-печати FDM, тогда как HIPS часто используется как в качестве вспомогательного материала, так и в качестве материала для печати для отдельных деталей. Однако мы сосредоточимся в основном на его использовании в качестве материала для несущих конструкций.

Свойства ПВА и УППС
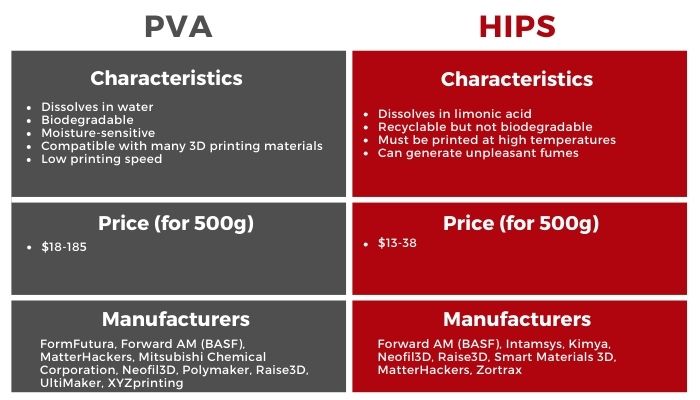
И ПВА, и УППС являются термопластичными полимерами. ПВС означает поливиниловый спирт и образуется в результате щелочного гидролиза или омыления поливинилацетата (ПВА) путем расщепления химических связей в результате реакции с водой. С другой стороны, HIPS изготавливается из смеси ударопрочного полистирола и полибутадиенового каучука, отсюда и название «Ударопрочный полистирол». Таким образом, это сополимер, сочетающий в себе эластичные свойства резины с прочностью полистирола.
В целом HIPS по своим свойствам похож на ABS , но более твердый и ударопрочный. Он также известен своей ударной вязкостью, легкостью, прочностью и механической устойчивостью. Напечатанные объекты, изготовленные из этого материала, обычно имеют гладкую, устойчивую к царапинам поверхность и обладают антибактериальными свойствами. БЕДРА твердые, но не хрупкие.

Это полная противоположность ПВА, который благодаря воде приобретает все большую эластичность и гибкость. Влага в целом действует как пластификатор на ПВА, который на самом деле хрупкий и довольно хрупкий, в результате чего ПВА рано или поздно растворяется, в зависимости от степени влажности окружающей среды. Растворимость в воде зависит от соответствующего состава ПВС или от омыления. В зависимости от типа ПВС степень гидролиза варьируется от 70 до 100 мол.%. Эта степень влияет на температуру плавления и скорость растворения ПВА. Кроме того, если ПВА растворен в воде, его можно просто утилизировать, что делает его очень экологически чистым. Однако в качестве материала для печати на прочном предмете ПВА совершенно непригоден из-за своей растворимости в воде, в отличие от УППС, но превосходен в качестве материала-подложки,
Кроме того, ПВА следует использовать только с материалами, имеющими аналогичную температуру плавления, чтобы предотвратить ошибки печати, такими как PLA. Температура плавления составляет 230°С для ПВА и 220°С для УППС. Хотя температура плавления ПВА теоретически составляет 230 градусов, она зависит от типа ПВА. Для полностью гидролизованных форм температура плавления ниже и колеблется от 160 до 180 градусов.

Хотя HIPS не растворяется водой, он может разрушаться некоторыми кислотами, щелочами, органическими растворителями и химическими веществами, что приводит к деградации материала. Лимонен и бензин приводят к тому, что УПП становятся хрупкими, обесцвечиваются и разлагаются. Поэтому, если он используется в качестве материала для опорных конструкций, необходимо при постобработке обработать объект лимоненами, наиболее известными как отходы кожуры цитрусовых, чтобы опоры разложились и оторвались. Однако другие пластики также реагируют на щелочи, кислоты и химические вещества с распадом, поэтому HIPS не может использоваться в качестве материала-подложки для ряда других материалов. Печать лучше всего работает в сочетании с кислотостойким ABS, но не с PLA или PETG.. В сочетании с этими материалами для опорных конструкций лучше использовать ПВА.
ПВА и УПП также схожи по прочности на разрыв. Они имеют низкую прочность на разрыв (22 МПа) и поэтому не очень гибкие, однако ПВС становится более эластичным при добавлении воды. Оба нетоксичны и не имеют запаха, но печать с использованием HIPS может привести к образованию неприятных испарений. Что касается цвета, ПВА от естественного прозрачного до кремового цвета, а HIPS доступен в виде белой нити, которую можно покрасить, если она не используется в качестве материала-подложки. Хотя в данном случае для ПВА вопрос окраски излишен, поскольку, в отличие от УППС, его чаще используют в качестве подложки или одноразовых предметов.

3D-печать с использованием ПВА и УПС
Хранилище
Чтобы 3D-печать ПВА была максимально успешной, нить необходимо хранить в прохладном месте, вдали от естественного или искусственного света, пыли и влаги. И HIPS, и PVA имеют ограниченную устойчивость к ультрафиолетовому излучению. Поэтому правильное хранение имеет важное значение, чтобы заранее избежать проблем с печатью. Например, оптимальная температура хранения ПВА составляет от 15 до 25 °C.
Это связано с тем, что ПВА имеет тенденцию к образованию плесени, и его не следует использовать, если он впитал влагу, иначе готовая деталь может деформироваться или иметь другие аномалии, такие как отверстия или пузыри. Поэтому, если ПВА впитал влагу, перед использованием его необходимо высушить. Рекомендуемый период составляет от 8 до 12 часов при температуре от 50 до 80 °C. Чтобы этого избежать, ПВА лучше всего хранить в герметичном контейнере. HIPS, напротив, не впитывает влагу и его не нужно сушить перед печатью.

Процесс печати
Как это обычно бывает при печати с использованием вспомогательных материалов, вам следует установить конфигурацию печати таким образом, чтобы между опорной частью и конечной частью преобладало расстояние в 0 слоев. Таким образом, поверхность готовой детали будет оптимальной, без каких-либо расслоений или других неудобств. Поскольку опоры в любом случае должны раствориться после печати, их прилипание к детали в процессе печати не имеет дальнейшего значения.
Чтобы добиться хорошей адгезии HIPS к печатной платформе, рекомендуется использовать такие растворы, как клей или клейкая лента. Для этой цели также можно использовать шлак со смесью АБС и ацетона. Для ПВА идеально подойдет малярный скотч.

Для достижения хорошего результата печати ПВА печатную форму необходимо предварительно нагреть до 45–60 ºC, а экструдер довести до температуры 185–200 ºC. С другой стороны, HIPS требует более высоких температур: от 100 до 115 ºC для печатной формы и от 230 до 245 ºC для экструдера.
Поскольку предпочтительно использовать материал подложки , температура плавления которого аналогична температуре плавления материала печатного объекта, ПВА и УППС не используются в качестве подложек для одних и тех же материалов. ПВА используется с PLA, TPLA, PETG и CPE, а HIPS в основном используется с ABS. Другая причина, по которой HIPS предпочтительнее использовать с ABS, заключается в том, что, как упоминалось ранее, в отличие от многих других материалов для печати, ABS не разрушается лимонной кислотой (D-лимоненом), которая используется в качестве растворителя для растворения носителя HIPS.
Для оптимальной печати ПВА также рекомендуется использовать защитную пленку, чтобы защитить деталь и опоры от растекания. Это связано с тем, что если сопло не используется, но продолжает нагреваться, содержащаяся в нем нить может просочиться и даже засорить сопло. Благодаря HIPS нагретая камера устраняет необходимость в защитном кожухе. Также ПВА рекомендуется охлаждать детали, так как он способствует более быстрому затвердеванию пластика. Таким образом, сокращается количество натягиваний и улучшается качество печатной детали. С другой стороны, для печати HIPS использование охлаждающего вентилятора не требуется.
При печати HIPS рекомендуется использовать закрытый корпус, чтобы ограничить разницу температур между печатаемым объектом и окружающим воздухом, поскольку, как уже говорилось выше, HIPS необходимо печатать при высоких температурах. Эта мера предосторожности предотвращает скручивание, деформацию или расслоение материала из-за резких изменений температуры. Также желательно иметь эффективную систему вентиляции или воздушный фильтр HEPA для защиты дыхательных путей, поскольку печать HIPS, в отличие от PVA, может выделять неприятные пары, например, стирола.
Рекомендуемая скорость печати ПВА составляет около 30 мм/сек, что ниже, чем для большинства других материалов: это связано с хрупкостью ПВА. Для HIPS скорость печати может быть выше и составляет от 40 до 80 мм/сек. При этом обе нити довольно легко печатать, если принтер заранее правильно настроен. При использовании HIPS при охлаждении иногда происходит усадка, что приводит к короблению печатаемого объекта. Однако если в качестве опорной конструкции используется HIPS, этот эффект вряд ли является проблемой, поскольку опора все равно удаляется.
Постобработка
Большим преимуществом ПВА является простота постобработки . Всю конструкцию просто помещаете на теплую водяную баню и, подождав 1-2 часа, достаете готовую деталь. Воду можно легко слить в канализацию, поскольку ПВА, как уже говорилось, полностью биоразлагаем.
С другой стороны, постобработка структур HIPS всегда предполагает использование химикатов, с которыми необходимо обращаться с необходимой осторожностью, а также они относительно дороги. Поэтому в целях безопасности рекомендуется всегда работать в респираторной маске и защитных перчатках, а крупные конструкции отламывать вручную, чтобы сэкономить затраты на химический раствор.

Применение ПВА и HIP в 3D-печати
Как мы уже видели, ПВА и УПП в основном используются для изготовления подставок при 3D-печати из других материалов. Но это еще не все. ПВА также можно использовать для изготовления прототипов и форм. Между тем, в сфере дизайна ПВА также используется для изготовления декоративных моделей.
С HIPS ситуация пошла еще дальше. Как уже говорилось, УППС не растворяется в воде, как ПВА. Он легкий, очень ударопрочный и поэтому часто используется при производстве игрушек и детских товаров. Он также часто используется в автомобильной промышленности для производства деталей интерьера, таких как приборные панели, или вообще при производстве корпусов электрических и электронных устройств. Другая область применения HIPS – упаковка. Подносы для еды на вынос часто изготавливаются из ударопрочного полистирола, как и упаковка для косметики. Однако следует отметить, что в 3D-печати оба материала в основном используются в качестве опоры.

Производители и цена
Нить ПВА доступна на рынке диаметром 1,75 и 2,85 мм. Прежде чем покупать нить, убедитесь, что ее толщина соответствует диаметру экструдера вашего 3D-принтера. Цена 500-граммовой катушки ПВА колеблется от 18 до 185 долларов, средняя цена составляет около 50 долларов. Однако цены зависят от производителей. Среди производителей ПВА-нитей — Arianeplast, eSUN, FormFutura, Forward AM (BASF), Infinite Material Solutions, INNOVATEFIL, MatterHackers, Mitsubishi Chemical Corporation, Neofil3D, Polymaker, PrimaCreator, Raise3D, RS PRO, UltiMaker, XYZprinting.
HIPS намного дешевле ПВА. Катушка нити продается по цене от 13 до 38 долларов. Известные производители: Arianeplast, eSUN, Forward AM (BASF), Intamsys, Kimya, Nanovia, Neofil3D, Raise3D, RS PRO, Smart Materials 3D, MatterHackers и Zortrax. Обратите внимание, что конкретный состав нитей HIPS не всегда одинаков и обратите на него особое внимание. Это связано с тем, что некоторые из них содержат добавки, которые могут облегчить процесс печати, но затрудняют удаление подложки после печати.