Настройка Input Shaping в прошивке SHUI
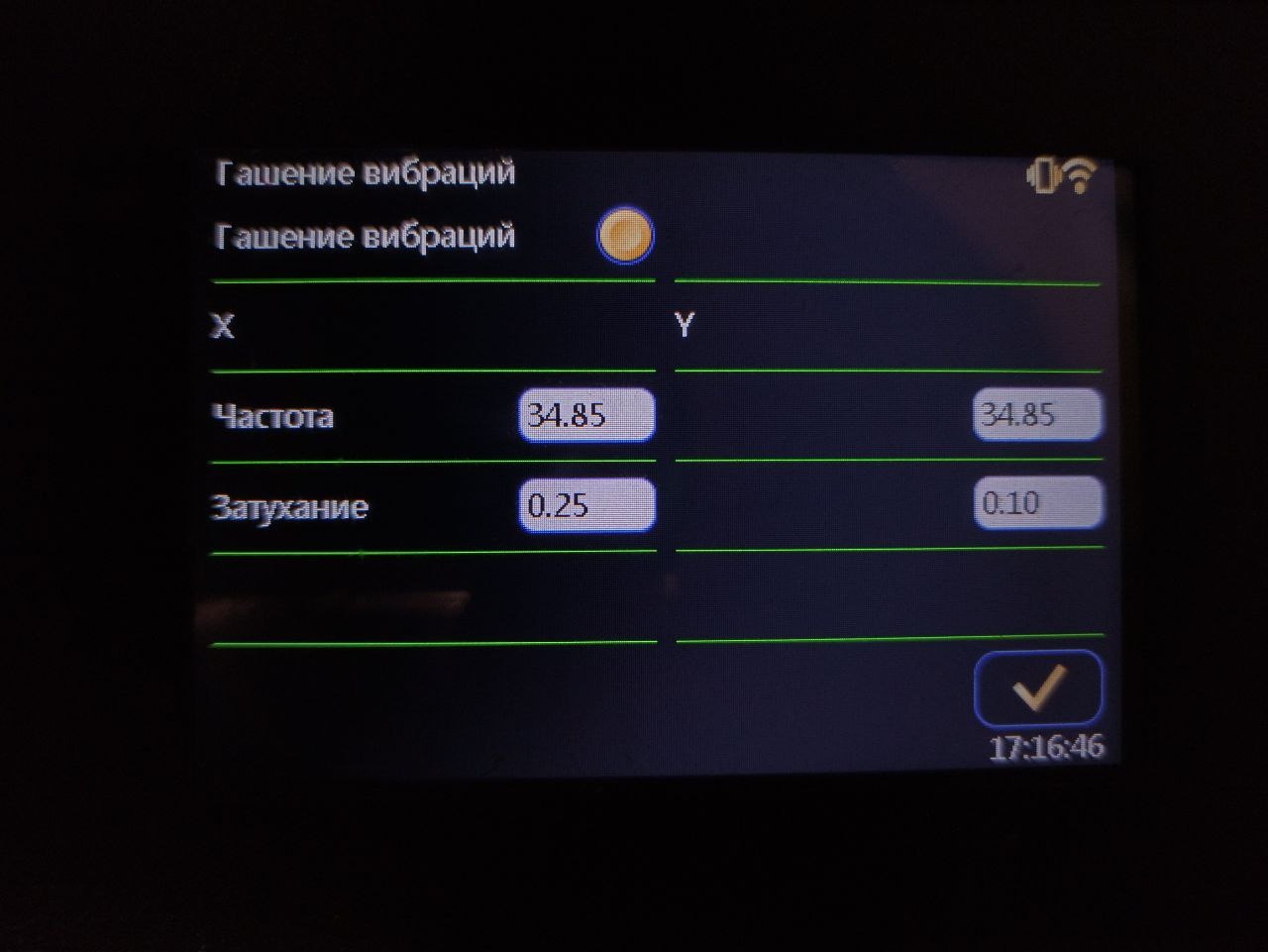
ЖеФункция IS в SHUI работает только в DEV версии которую можно скачать в репозитории прошивки, на момент написания заметки это версия 2023_10_22. Изначально данная функция выключена, так что необходимо включить Настройки->Гашение вибраций.
Я брал настройки из статьи с официального сайта, так как в SHUI задействован данный алгоритм IS. G-код M593 имеет две настройки F (frequency) частота и D (zeta/damping) затухание (демпфирование)
Чтобы определить настройки для вашего принтера надо:
1. Скачать модель для калибровки IS.
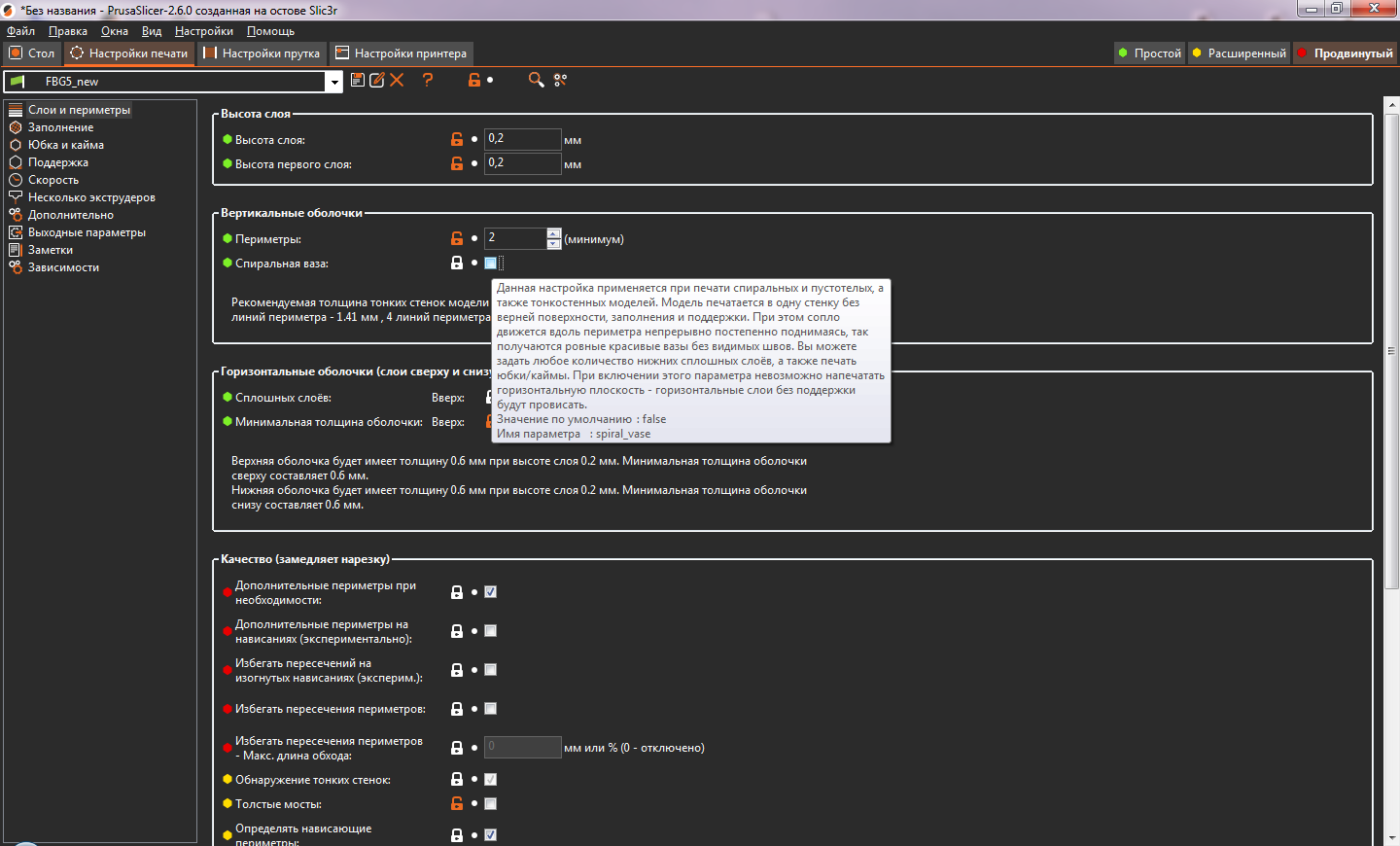
2. Запустить слайсер и добавить скаченную модель, включить для неё режим вазы ( я использую Prusa Slicer, для других видов слайсеров настройки можно взять из статьи Marlin)
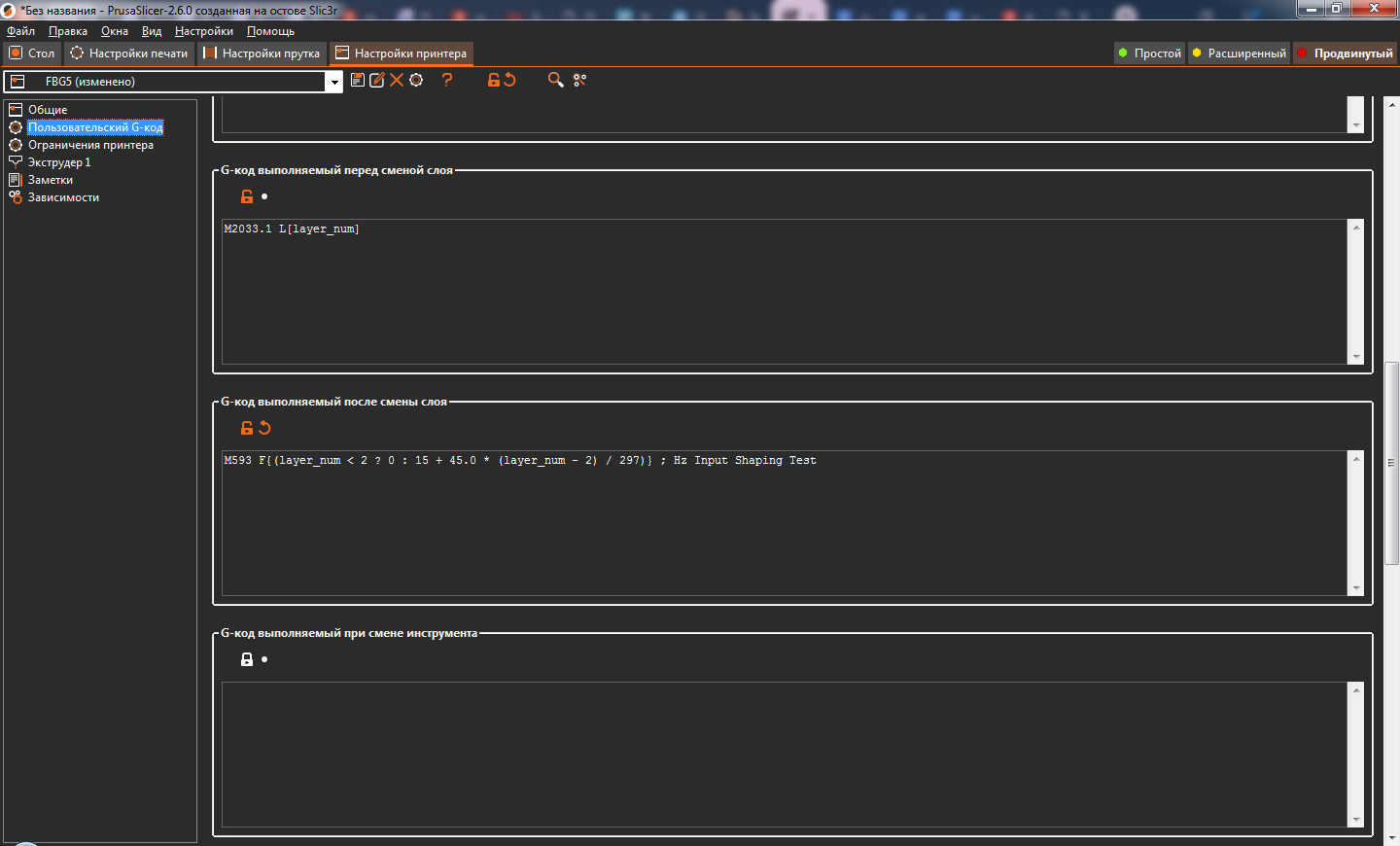
3. Зайти во вкладку Настройка принтера ->Пользовательский G-код ->G-код выполняемый после смены слоя и добавить туда строку :
M593 F{(layer_num < 2 ? 0 : 15 + 45.0 * (layer_num - 2) / 297)} ; Hz Input Shaping Test
этот код будет увеличивать частоту на каждом слое (кроме 2-х первых), минимальная частота 15 Гц максимальная 60 Гц . Формула рассчитана на то, что модель будет нарезана слоем в 0,2, если вы печатаете другой толщиной то после нарезки детали измените число 297 на то количество слоёв которое вам выдаст слайсер чтобы модель печаталась корректно.
4. Нарежьте и распечатайте модель, определите сегмент на котором дефект выражен минимально. Чтобы получить значение Гц для заданной высоты Z, используйте формулу 15 + 45 * (z / 0.2 - 2) / 297. Z в формуле это высота в мм.
Например:
- Наименьшие колебания X появляется на высоте 20 мм. Таким образом, мы вычисляем
15 + 45 * (20 / 0.2 - 2) / 297и получаем результат 29,84 Гц.
У меня наименьшие колебания получились при частоте 34,85 Гц
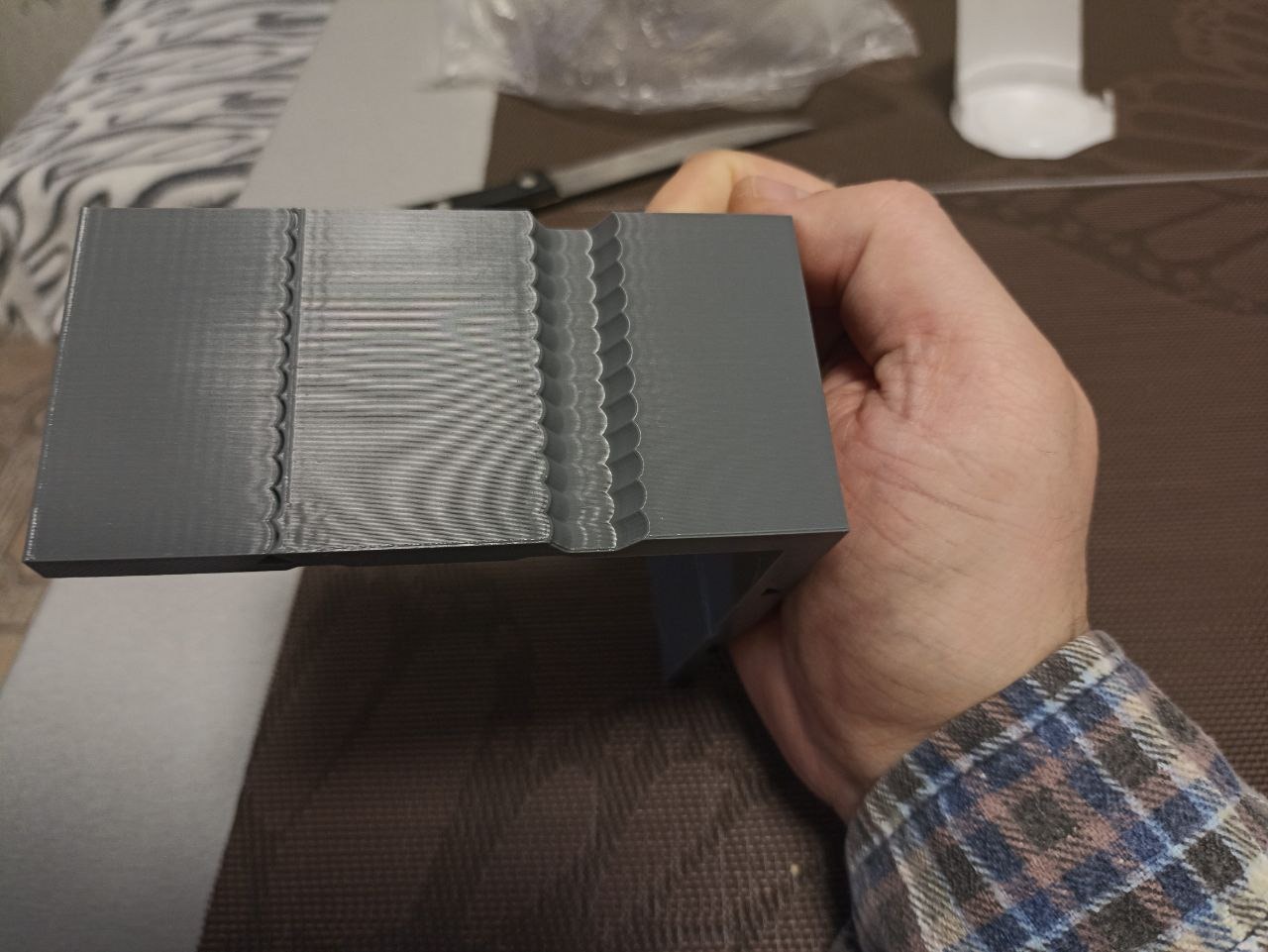
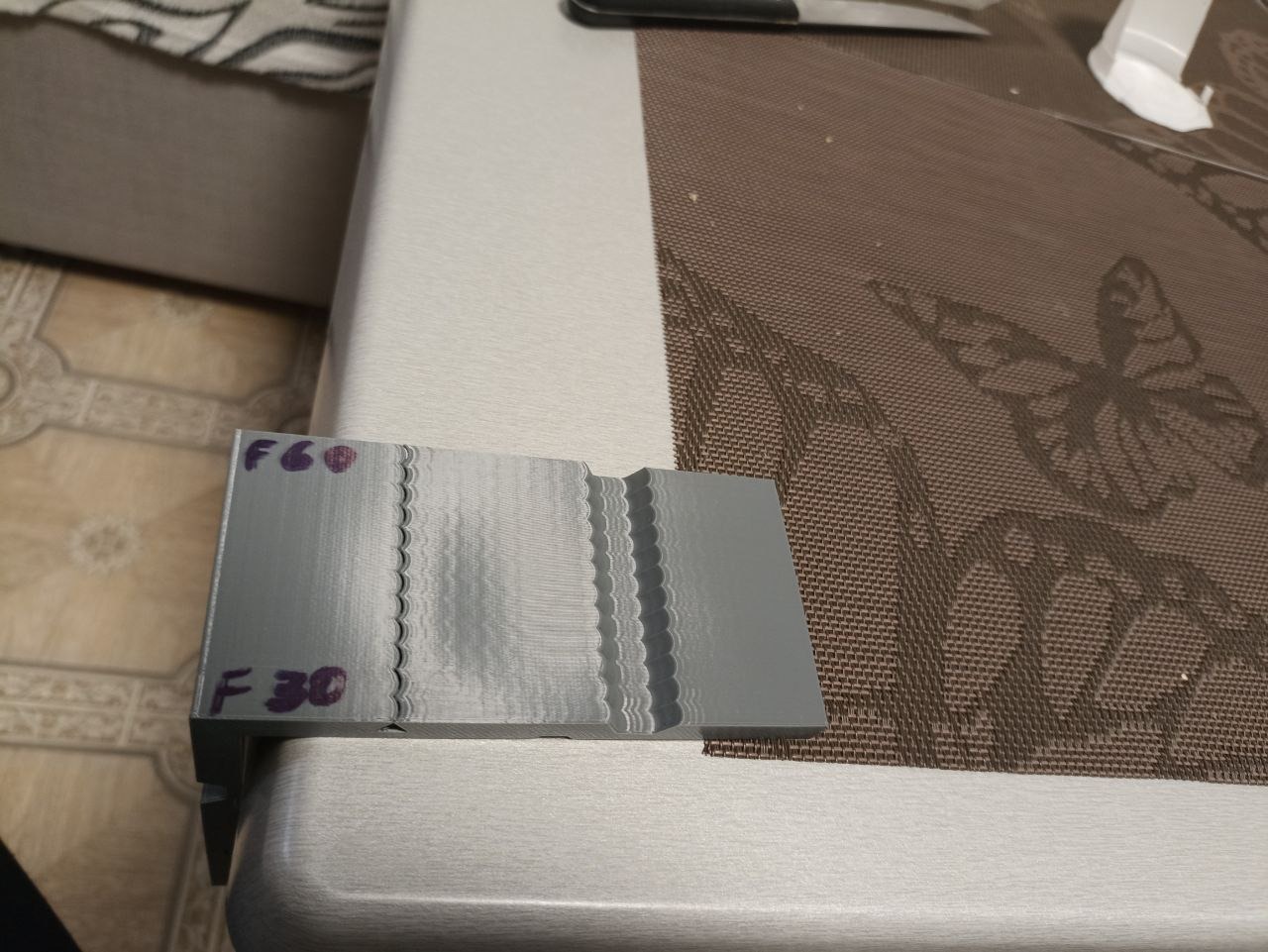
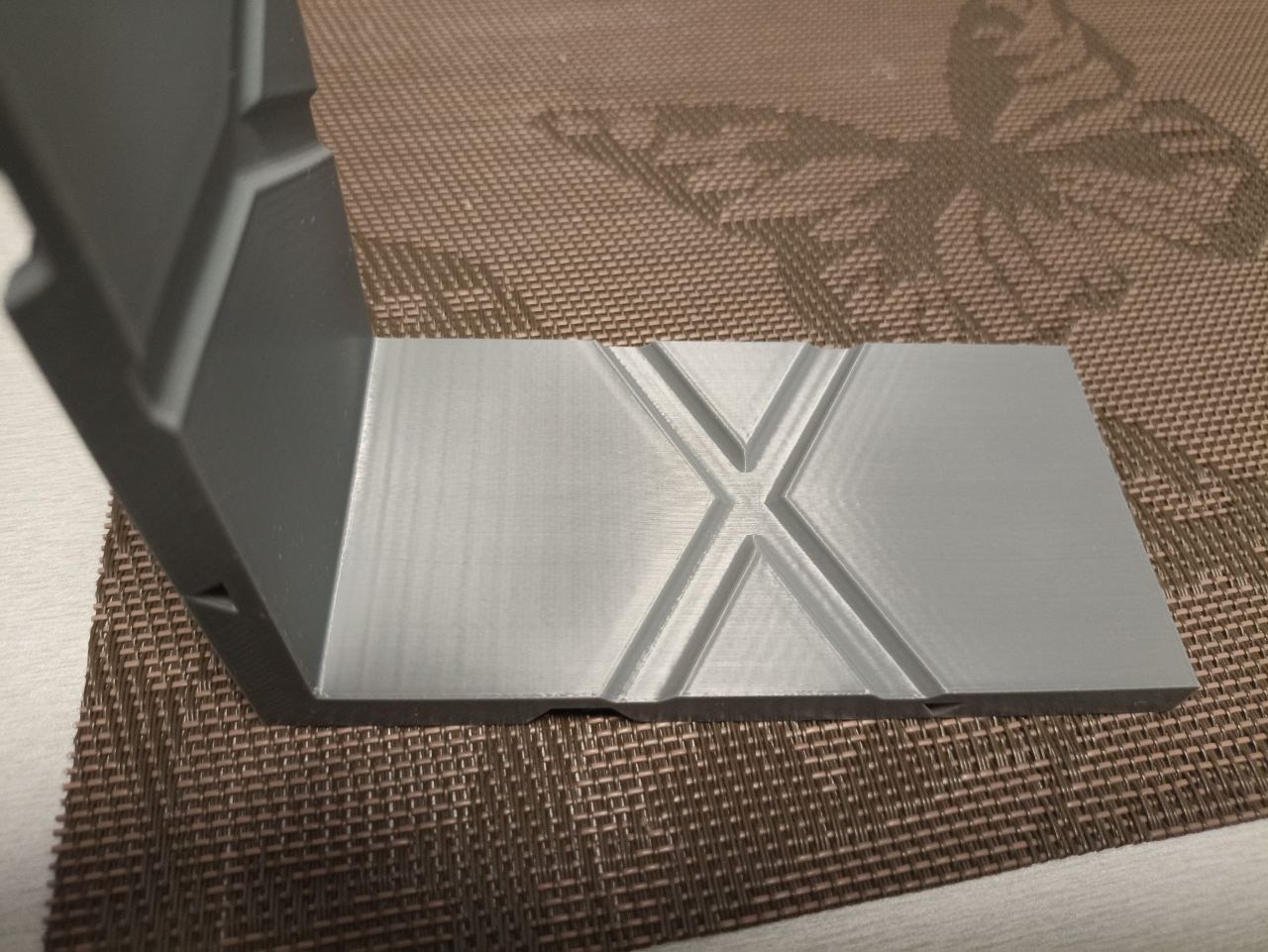
На фото можно увидеть как 2 нижних сегмента имеют дефект "волны", выше данный дефект становится намного меньше и вызван уже несовершенством самой механики (шкивов, ремней и т.д.).
Вы можете провести несколько тестов меняя нижние пределы частоты - число 15 и верхние - число 45 , так вы сможете более точно настроить свой принтер.
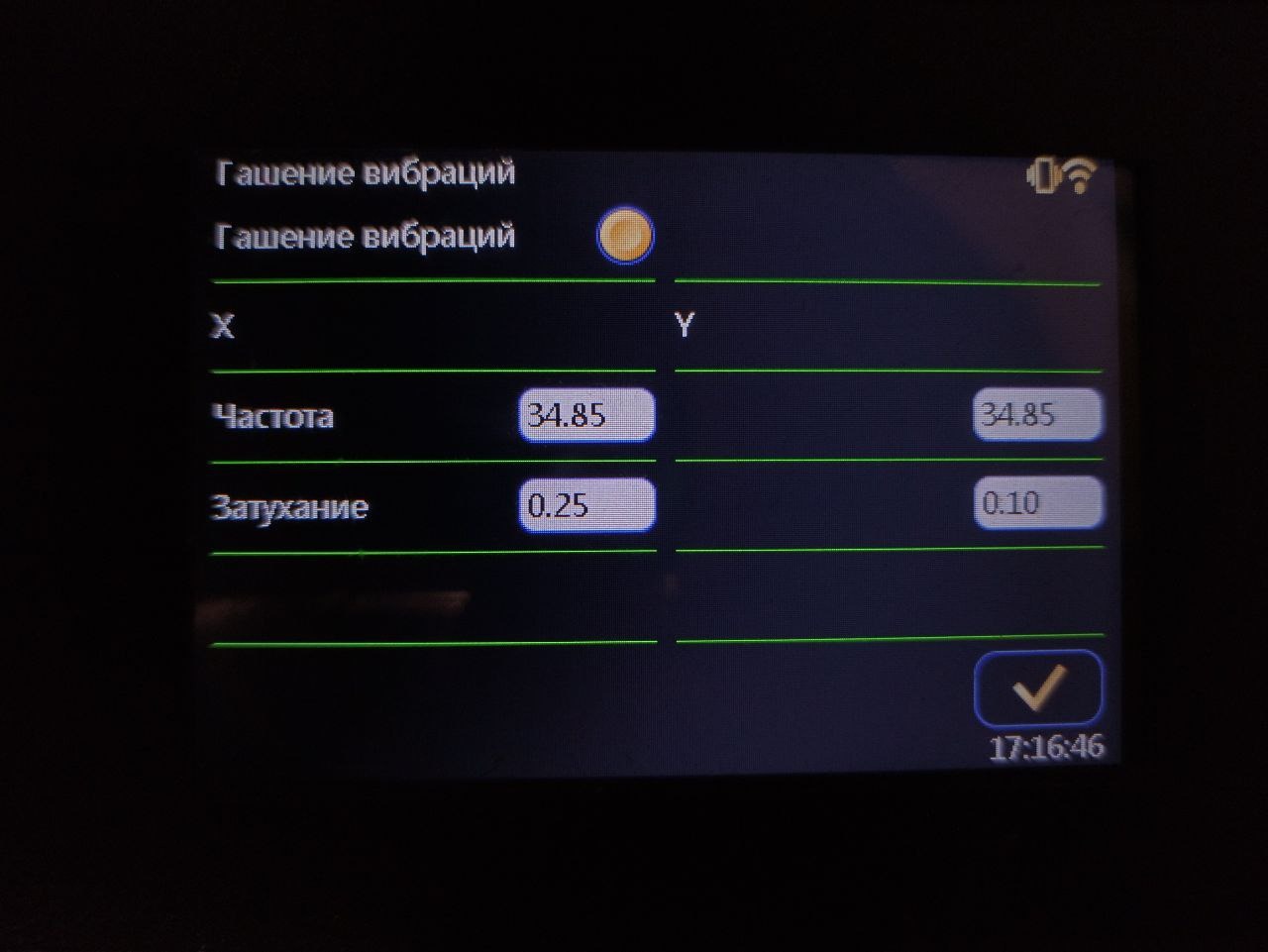
5. После определения частоты внесите её значения в прошивку
6. Для определения Затухания воспользуемся той же формулой только немного модифицируем её:
M593 D{(layer_num < 2 ? 0 : 0.05 + 0.25 * (layer_num - 2) / 297)} ; Hz Input Shaping Test
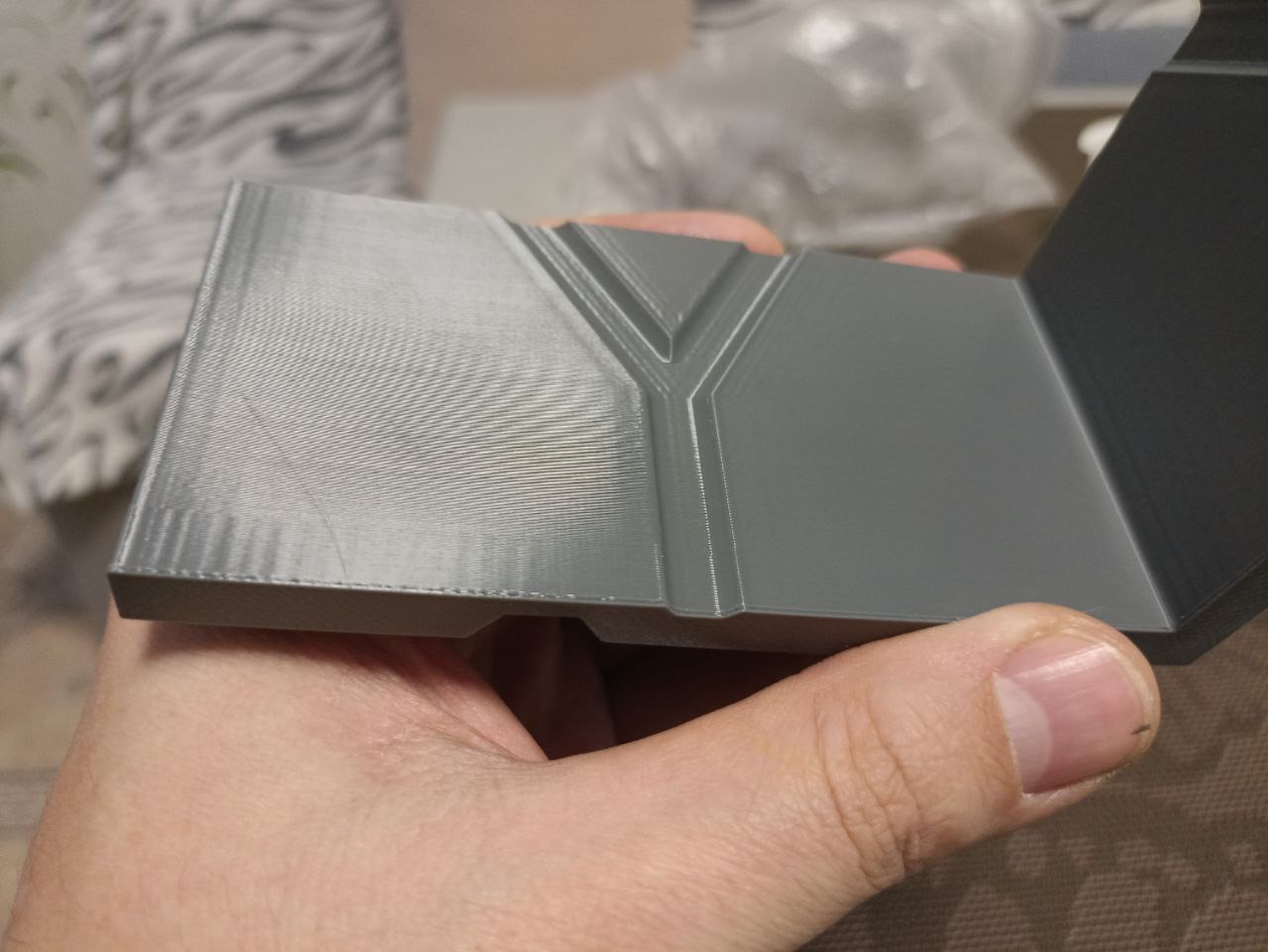
Далее нарезаем модель и печатаем. Выбираем самый красивый слой и считаем коэффициент затухания как и при выборе частоты. Вносим значения в прошивку.
Мои коэффициенты вы можете видеть на фото выше.
P.S. Данная настройка позволяет уменьшить эффект "эхо" но при увеличении скорости печати будут вылазить другие проблемы (дребезг ремней, смещение слоёв из-за пропуска шагов мотора и др.), так что всегда смотрите на то, какого качества модель вам необходима и выбирайте те скорости при которых печать вас устраивает. Также после настройки IS рекомендую повторно откалибровать Linear Advance.