Как на АЭС «Руппур» вели сварку главного циркуляционного трубопровода (ГЦТ)
Атомная стройка (@ase_dso)Вчера в реакторном здании второго энергоблока сооружаемой в Бангладеш АЭС «Руппур» завершили сварку главного циркуляционного трубопровода — ГЦТ. Этот ответственный и многоэтапный процесс занял 66 дней.
Рассказываем и показываем, как это было!

Что такое ГЦТ?
Главный циркуляционный трубопровод — это система труб, соединяющих основное оборудование первого контура АЭС. Она состоит из четырех петлей, каждая из которых соединена с реактором и включает главный циркуляционный насос и парогенератор.
Параметры системы впечатляют: общая длина ГЦТ — 140 метров, вес — 238 тонн, внутренний диаметр — 850 мм. Толщина стенок трубопровода — 7 см, которые и предстоит заварить сварщикам!

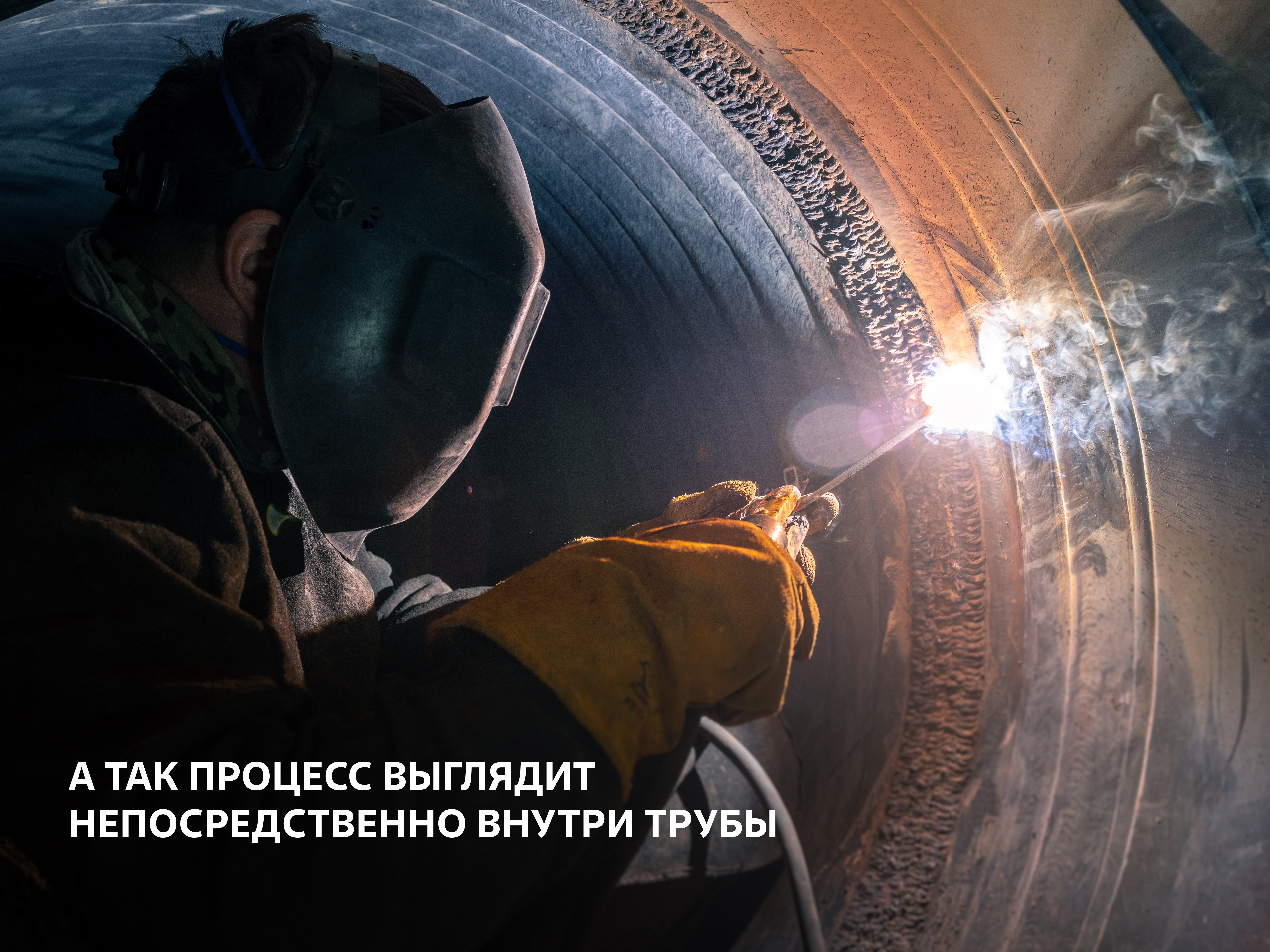
Как проходят работы?
Сначала трубу под контролем геодезистов стыкуют к оборудованию, и стык приватывают — накладывают короткие сварные швы для фиксации. После проверки комиссией варится корень шва, его проверяют контролеры, а затем сварщик постепенно заполняет 7 см стыка.
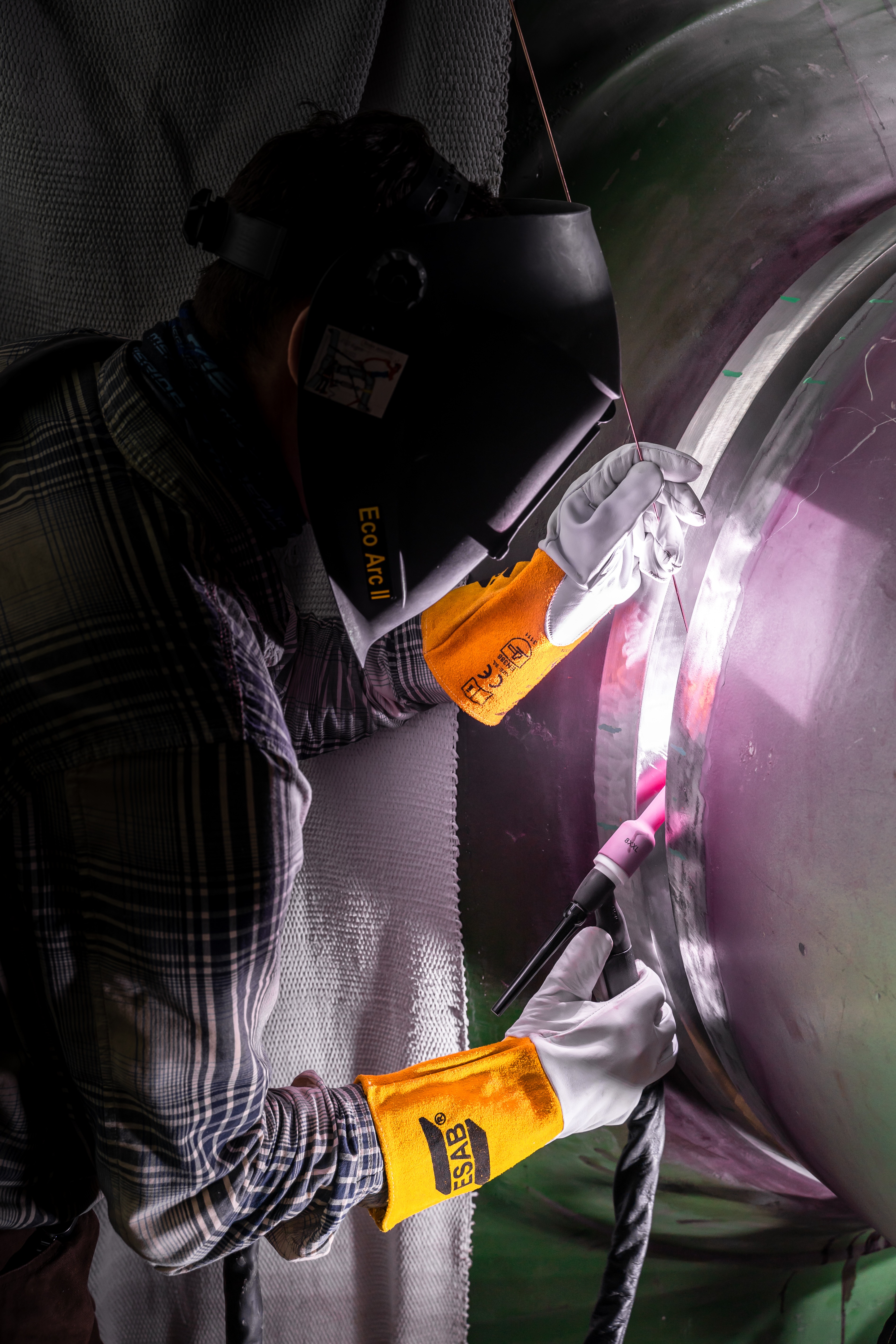
Каждая проходка сварки называется валиком, и всего их предстоит сделать около 36. Перед сваркой стык нагревают до 250 градусов с помощью термоустановок, чтобы препятствовать образованию дефектов. Контроль проводится на 50 % стыка.
Заваренный стык охлаждают, проверяют, а после — нагревают до 650 градусов и выдерживают 8 часов, чтобы снять напряжение металла.

После очередной проверки на внутренние сварные швы наносят наплавку из аустенитной нержавеющей стали, которая станет защитой трубопровода от агрессивной среды. Финальная проверка комиссией — и стык готов!
Как контролируют качество сварки?
Вопрос на внимательность: сколько этапов контроля ты насчитал?
Всего их семь!
Проверки проводят специалисты подрядчика АО «Энергоспецмонтаж» (ЭСМ), генподрядчика АО «Атомстройэкспорт» (АСЭ) и заказчика — Бангладешской комиссии по атомной энергетике (BAEC).
На разных этапах применяются комбинации разных методов контроля:
✔️ Визуально-измерительный
✔️ Капиллярный — на стык наносят контрастное вещество, которое проникает внутрь трещин и других дефектов. После его стирают с поверхности и наносят проявитель, который «вытягивает» красящий пигмент — и на проявителе образуются рисунки в форме дефектов.

✔️ Рентгенографический контроль — аналог рентгена: за счет источника излучения дефектоскопист получают рентгенограмму – изображение, на котором видны скрытые изъяны сварного шва.
✔️ Ультразвуковой — аналог УЗИ: звуковые волны позволяют обнаружить любые неровности и изменения: от пор до непроваров!

При этом таким сложным и многоэтапным проверкам проверяется каждый из 28 стыков!
Зачем столько этапов контроля?
В течение всего срока эксплуатации АЭС — а это 60 лет! — по ГЦТ будет циркулировать теплоноситель, разогретый до 320 градусов. Безопасность и надежность гарантирует не только соблюдение всех технологических требований, но и привлечение самых опытных сварщиков.
Андрей Леонтьев, главный сварщик АО «Энергоспецмонтаж»

Кроме того, к работам на втором энергоблоке АЭС «Руппур» был впервые привлечен локальный персонал, которому доверили аусценитную наплавку на стыках, прилегающих к корпусу реактора. Чтобы получить доступ к ответственным работам, восемь бангладешских специалистов оттачивали свое мастерство на образцах и прошли аттестацию.

Помимо сварщиков и дефектоскопистов, в работах участвовало много других специалистов: монтажников, геодезистов, электриков, инженеров и не только. Всего в работах участвовали около 100 сотрудников #ЭСМ! А специалисты АО «НИКИМТ-Атомстрой» осуществляли техническое и экспертно-консультационное сопровождение операций.

Работы велись без выходных и праздников в режиме 24/7. Благодаря профессионализму и опыту команды закончить перлитную сварку трубопровода (до аусценитной наплавки) удалось всего за 60 дней! Это очень близко к абсолютному рекорду, установленному на Курской АЭС-2, — 55 дней. Для сравнения, на референтной для Руппура Нововоронежской АЭС-2 на сварку ГЦТ потребовалось 72 дня.

Нам действительно есть чем и кем гордиться!
Поздравляем коллег с успешным завершением этого сложного и ответственного этапа!
И следим за новостями, ведь дальше –– больше!
____________________________
Ещё больше интересной информации ищи в наших телеграм-каналах:
👉 «ASE • ROSATOM» – официальный канал Инжинирингового дивизиона Госкорпорации «Росатом».
👉 «Рупор Руппура» рассказывает о жизни нашей строительной площадки в Бангладеш: пишет о важном, делится интересным, показывает красивое!
👉 «Как дела, Эль-Дабаа?» – всё о первяой в Египте АЭС: строительство, люди, события.