Manipulation of the TCR in metals.1
Charly GarciaManipulation of the TCR in metals. 1
Let us remember what was written by "Resistor Theory and Technology", whose authors are, Felix Zandman, Paul Rene Simon and Joseph Szwarc, from 2001, on pages 156 and 158.
"A foil of resistive Ni-Cr, or similar alloy, with a thickness of 2-8 um is glued to a solid ceramic or glass substrate after being heat treated to adjust its temperature coefficient of resistance (TCR) to an appropriate value. The metal heat treatment process is used to improve the general properties of metals needed for future use. Such metal properties may include toughness, hardness, ductility, machinability, refined grain structure, removal of residual stresses and in this case the temperature coefficient of resistance (TCR) is adjusted to an appropriate value. The specific techniques used to heat and cool metals are those required for nickel chromium alloying."
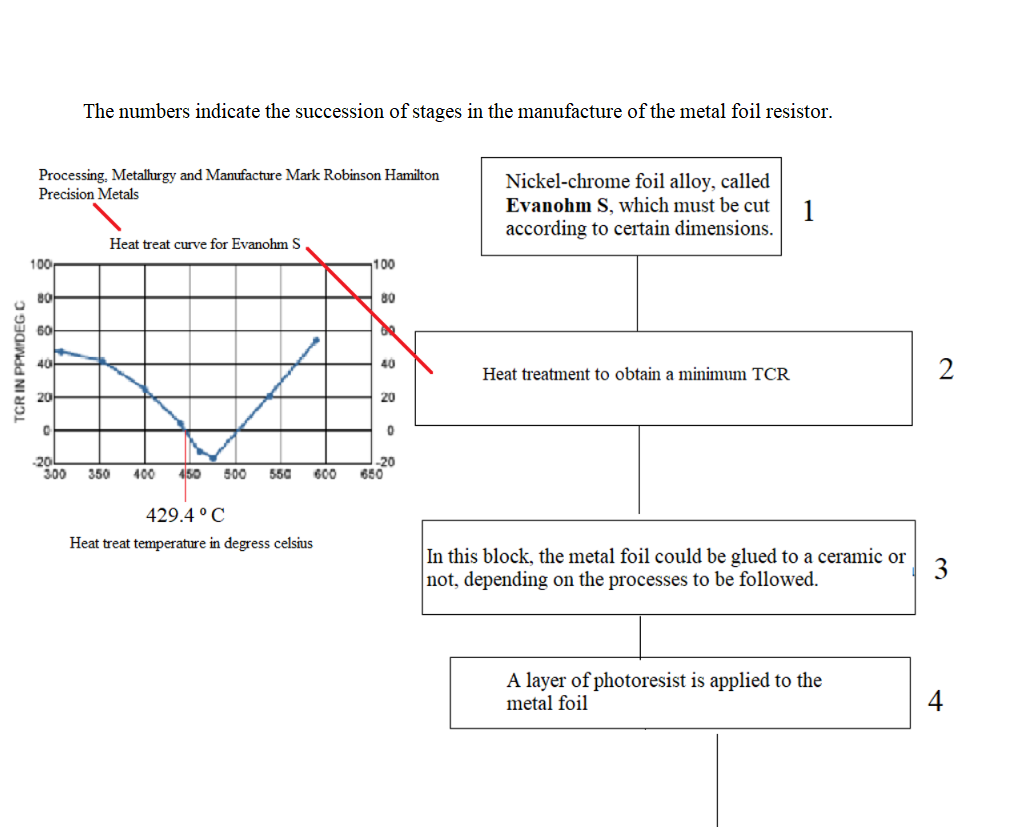
The adjustment of the TCR to compensate for resistance variations due to thermal effects is carried out by heat treatment of the metal foil. The nickel-chromium alloy, called Evanohm S, (see Hamilton Evanohm S), can have its TCR adjusted, in the range of about 100 to -20 [ppm/°C], during the manufacturing stage, by heat treatment. in the temperature range of 400°C, resulting in a graph like the one shown below, resulting from a 2-hour heat treatment. (see the document "THE ELECTRICAL CHARACTERISTICS OF A MCKEL-CHROMIUM-ALUMINIUM-COPPER RESISTANCE WIRE By C. DEAN STARR, Ph.D., and T. P. WANG, Ph.D. ,June, 1957)[2] [5]
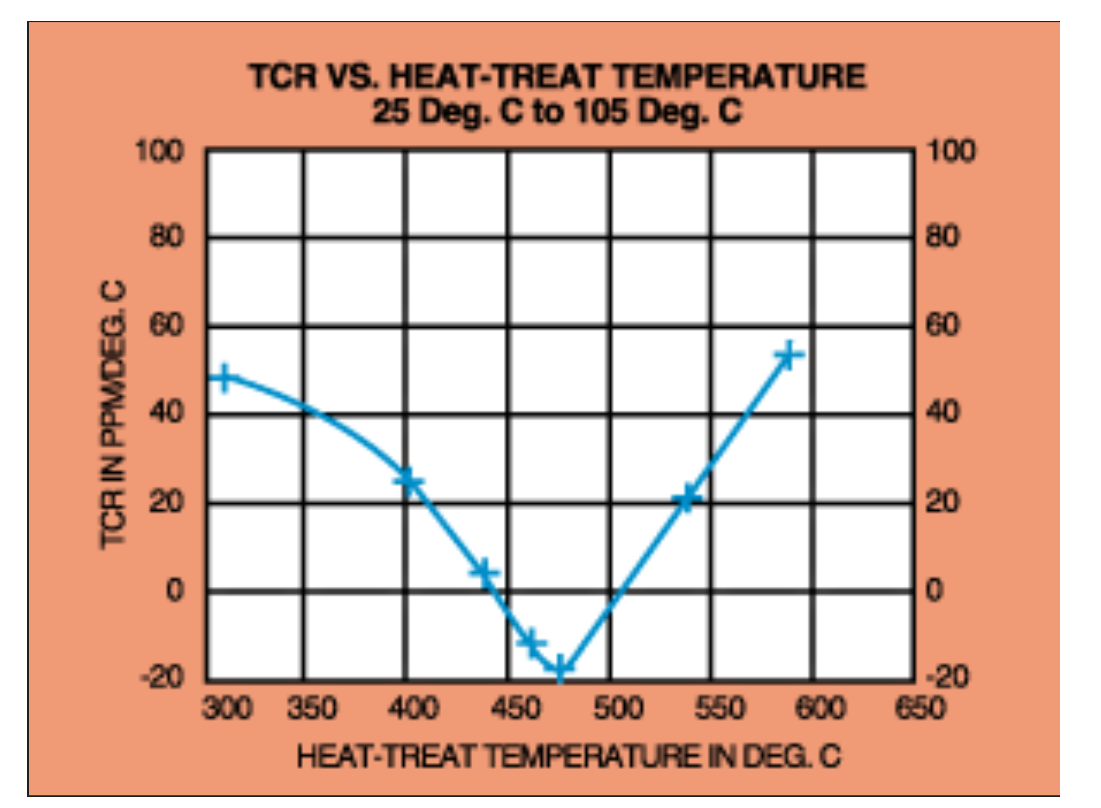
Hamilton Evanohm S
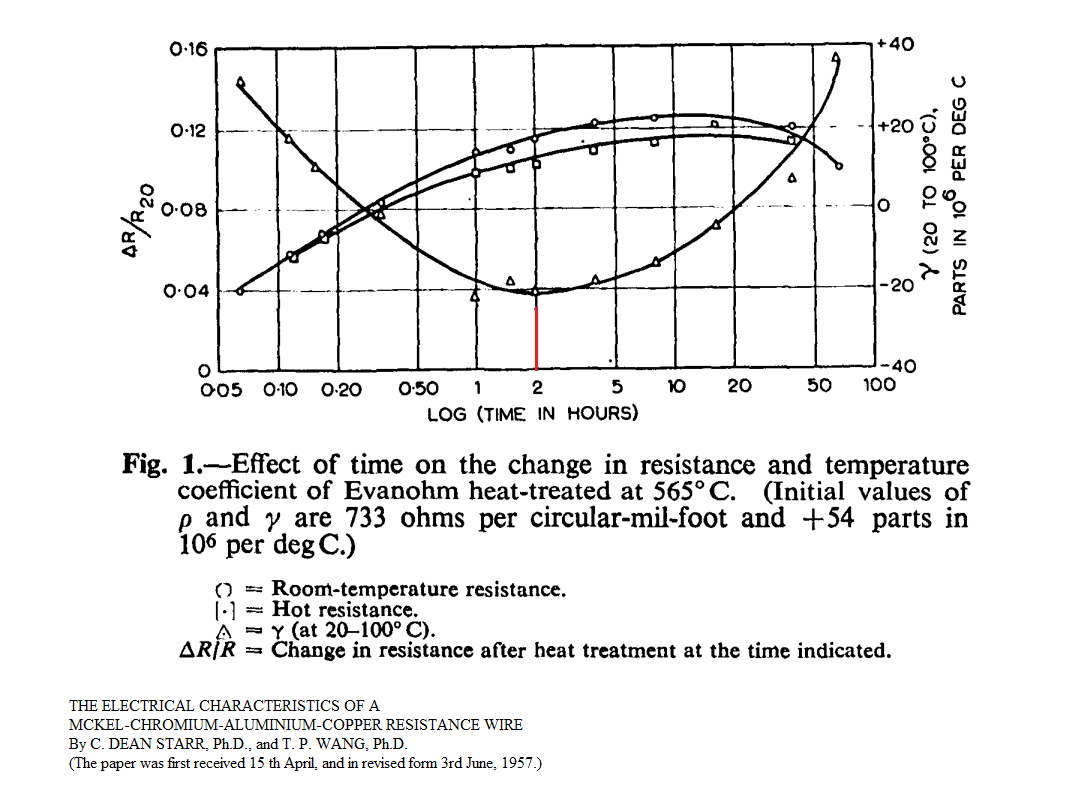
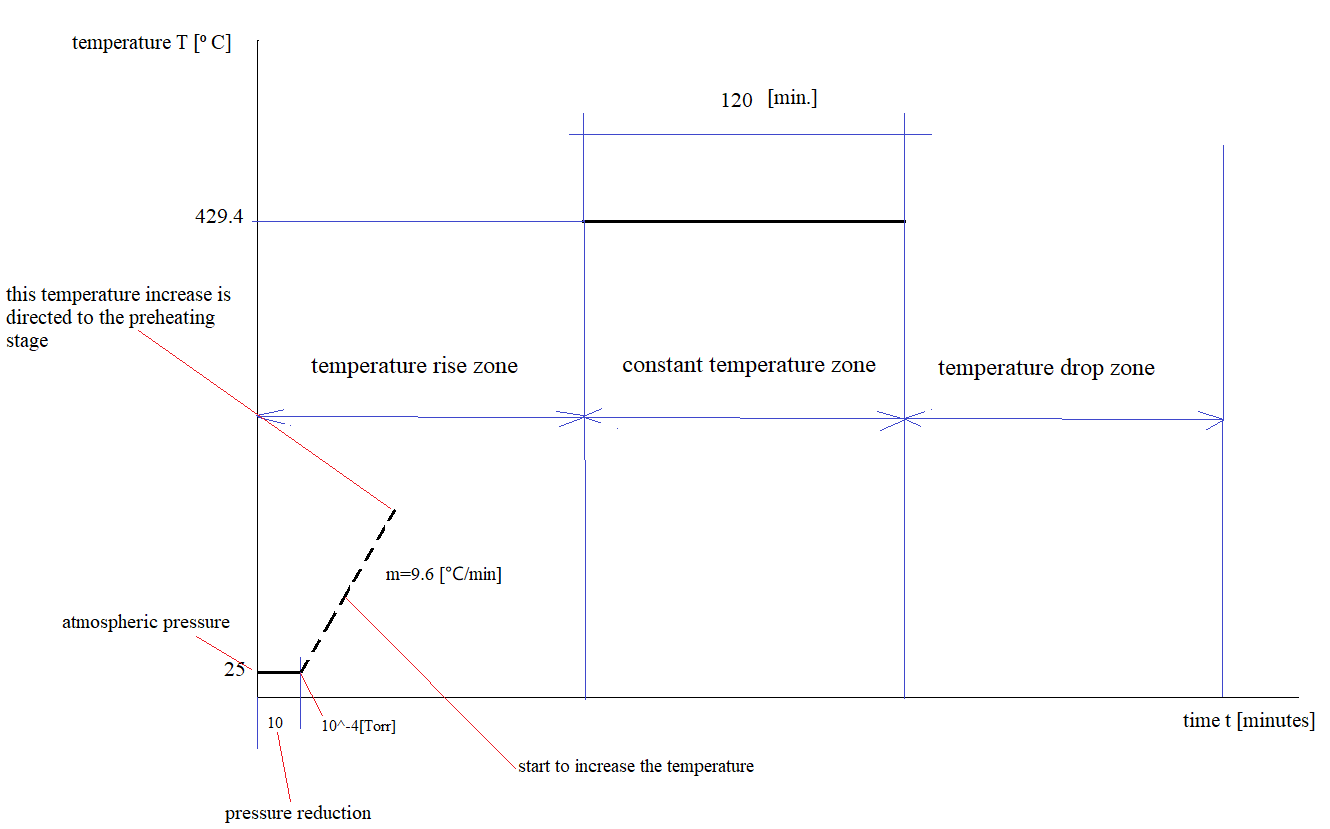
Combining the graphs TCR as a function of temperature and TCR as a function of heating time, we arrive at a Temperature graph as a function of time like the one indicated below,
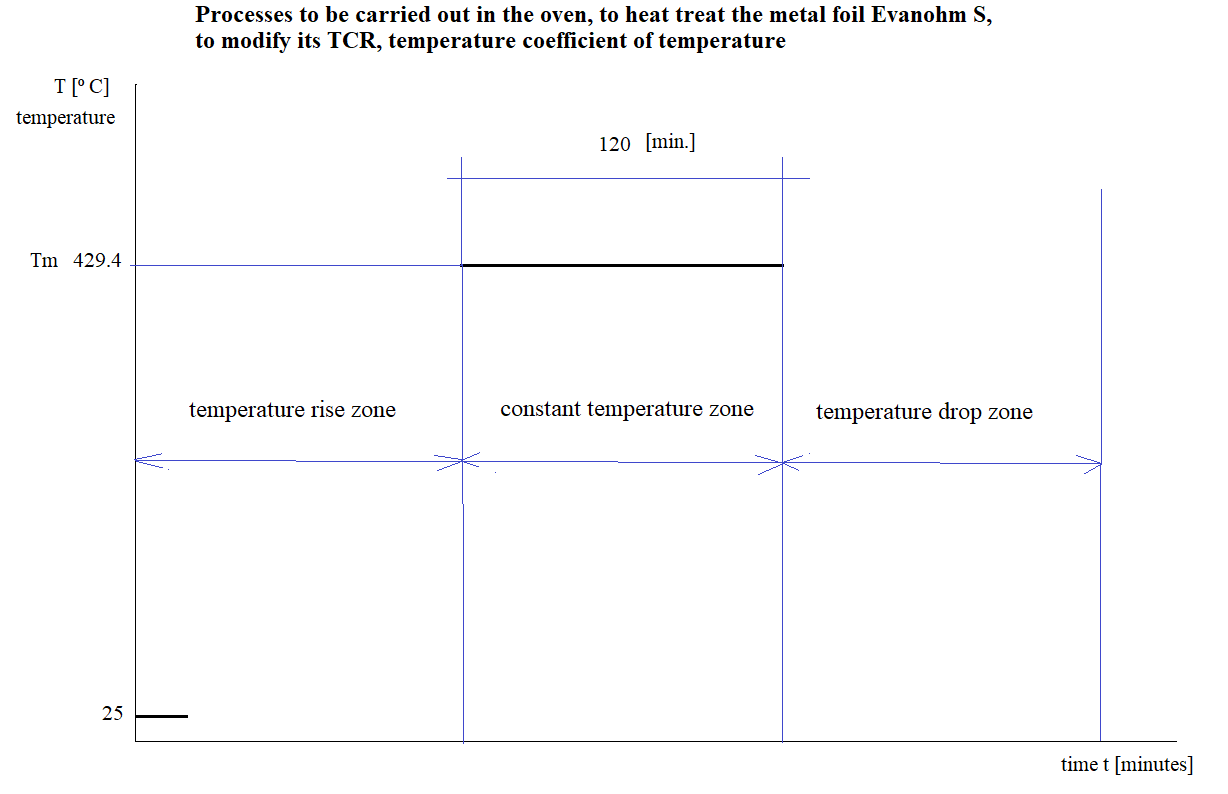
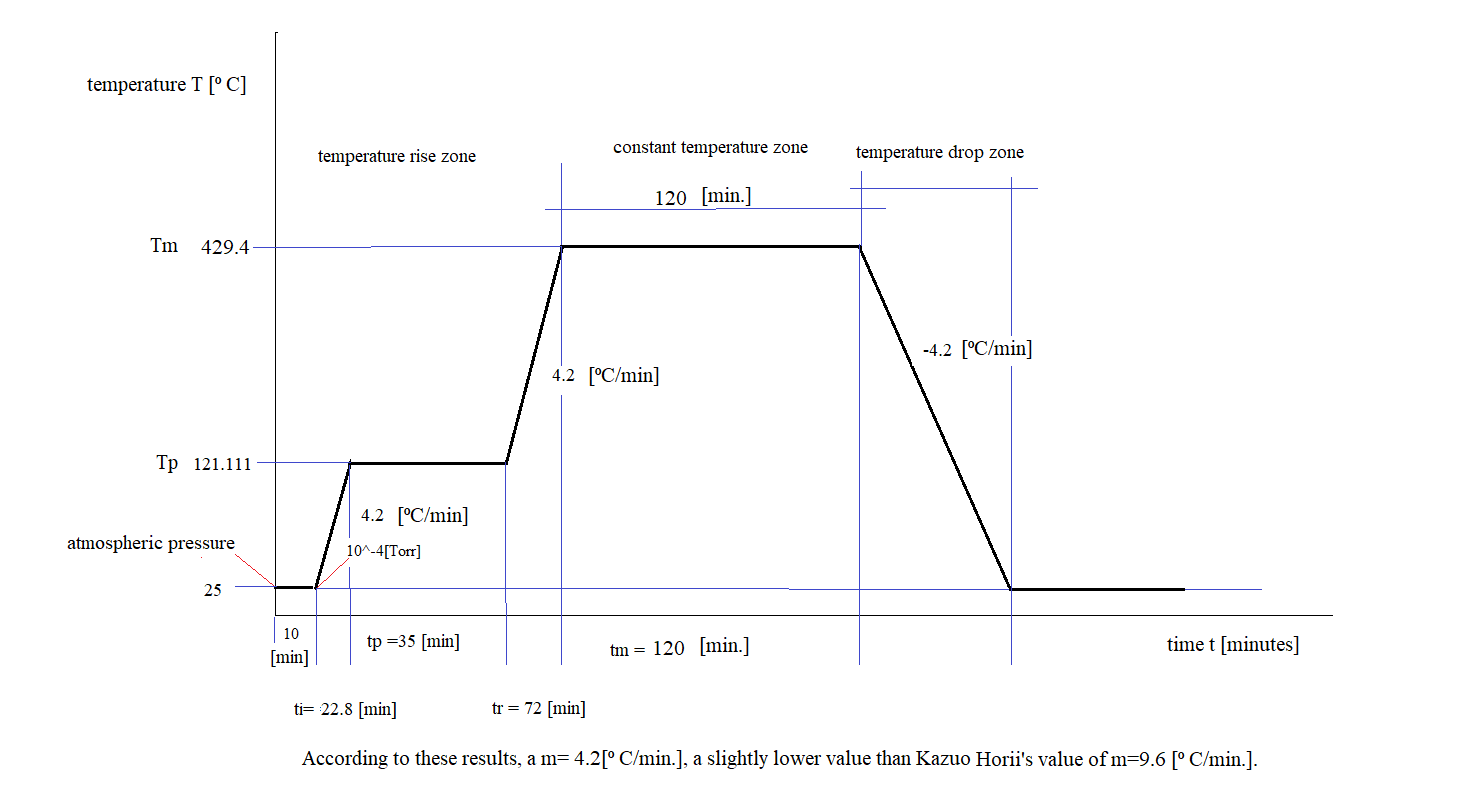
In the previous diagram, the maximum temperature Tm = 429.4 [⁰C] is defined, to which the alloy is subjected during the heat treatment, this value together with other parameters can change somewhat during the production of the component.
It is already defined in the previous graph, some values of temperature and time, the temperature increase zone, the constant temperature zone and the temperature decrease zone. The processes that the furnace must carry out are defined in the previous graph. In the zone of temperature increase, the process of decreasing the pressure of the furnace must be included.
According to Kazuo Horii, Kazuo Ohya, Matuo Zama, and Hiroyuki Takashina, [4], present a description of a process for the manufacture of the metal foil resistor, dated July 16, 1974, United States Patent 3,824,521, called Resistor, the temperature rise slope should be m=9.6 [℃/min], this value could change during the production of the metal foil resistor.
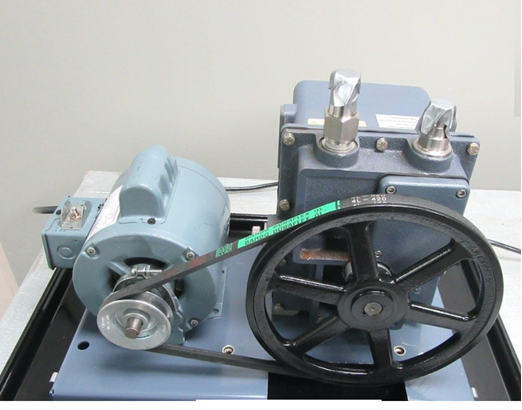
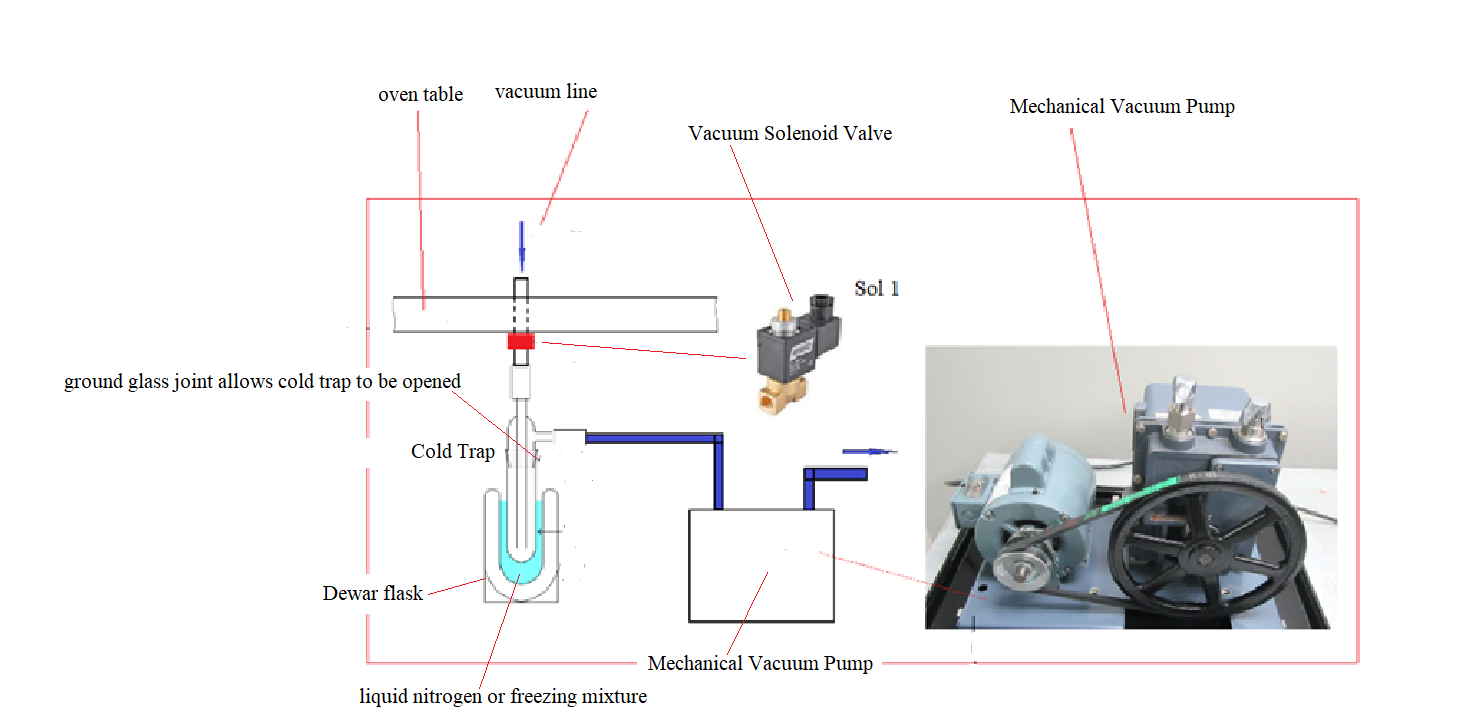
It was found that when the heat treatment was carried out in air, the metal foil slightly tarnished by oxidation. Some samples were thermally treated in a partial vacuum in the hope of avoiding oxidation, a mechanical pump like the one shown in the following photo was used, which would produce an average degree of vacuum between 10^-2 to 10^-4 [Torr] , the working time can vary between 6 to 15 minutes.
Under these conditions we can already add to the "Processes to be carried out in the oven, to heat the metal foil Evanohm S, to modify its TCR, temperature coefficient of temperature. 1", the following section,
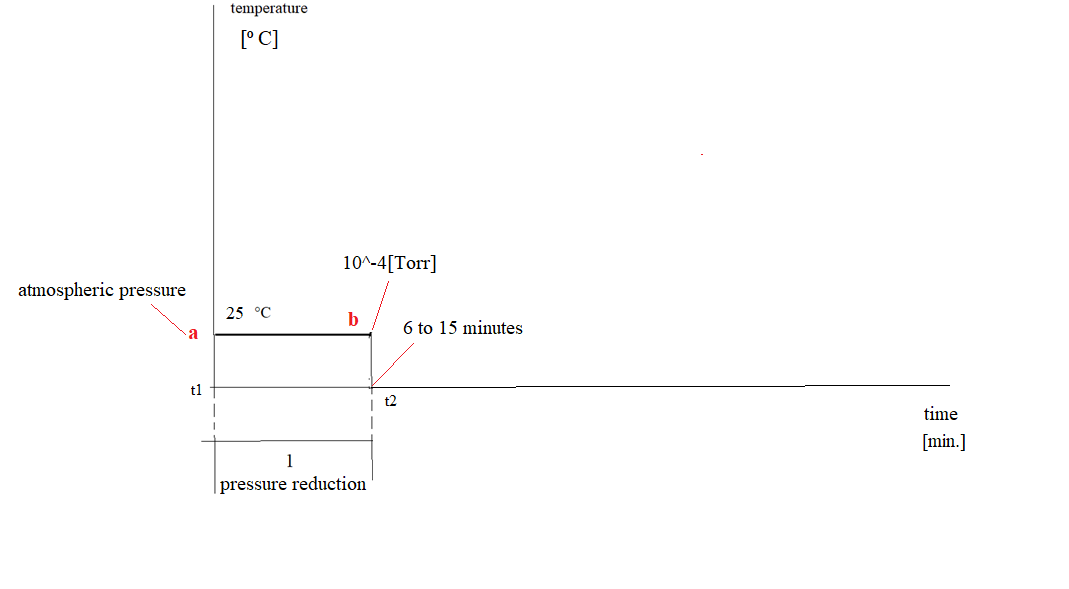
Which will remain as indicated, the reader may notice that a dotted line of temperature increase of m=9.6 [⁰ C/min.] has already been added.
We can now schematically draw a section of the oven, corresponding to the pneumatic system.
Since helium is a noble gas, in practice it does not participate in chemical reactions, to avoid the combination of the metal foil during the treatment at high temperature, we will fill the furnace with said gas, displacing the air molecules that may have remained inside the oven.
HEAT TREATMENT PROCESS VARIABLES .
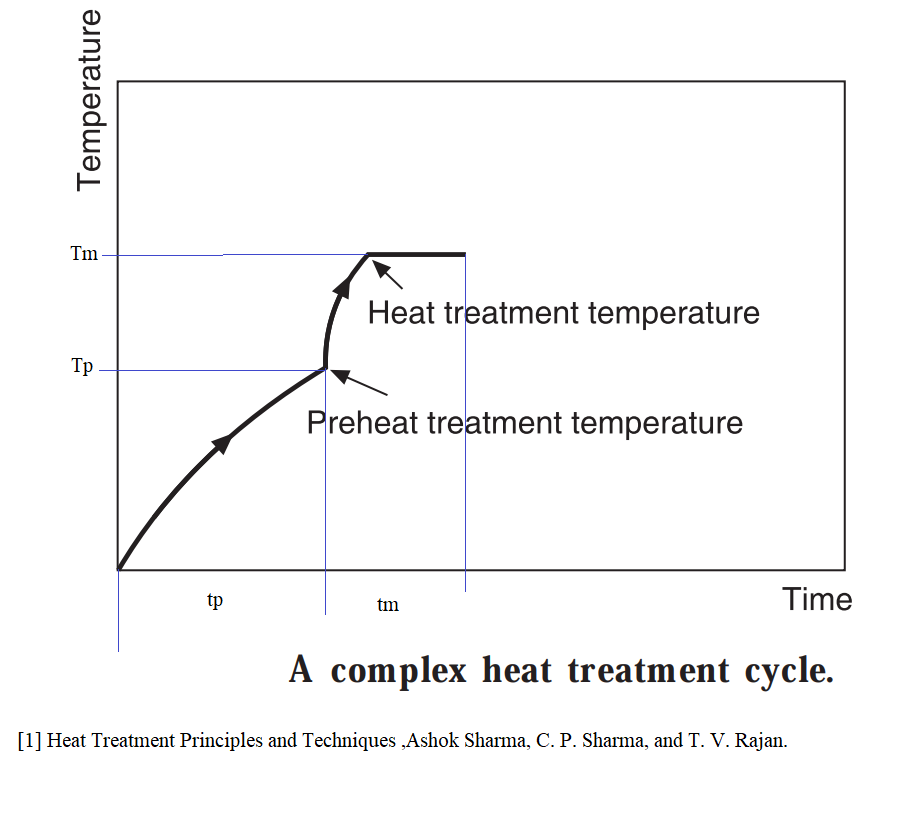
Heat treatment temperature, [1], holding time, and rate of heating and cooling are some of the parameters which affect the heat treatment processes, and are commonly referred to as heat treatment process variables. The required magnitude of these variables depend on the chemical composition, size and shape of the object and the final properties desired in the metal foil alloy. In general, the metal foil to be heat treated is put into a heat treatment furnace, in this case it is a special system containing a vacuum chamber, at room temperature. This furnace is then heated up to a predecided temperature. The average rate of heating is the total increment in temperature divided by the total time taken. The rate of heating can also be calculated for various stages by considering appropriate ranges of temperature. If the heating is done at a constant rate, the temperature-time relationship is represented by a straight line such as AB of following figure .
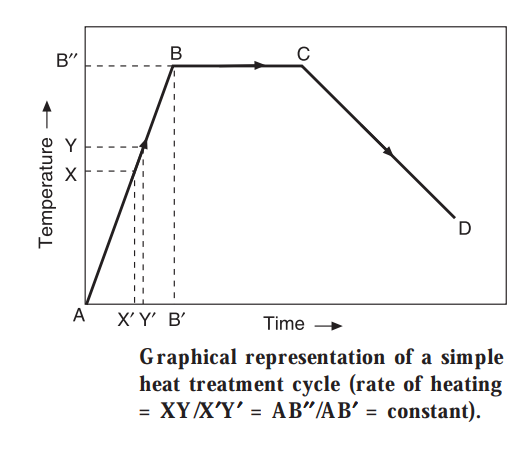
To minimize the problem of oxidation or grain growth, two stages of heat treatment are used, varying the form of temperature increase as a function of time. In the first stage, the metal sheet is heated to a temperature up to which there is no appreciable oxidation or grain growth. Then, in the next stage, sheet metal is subjected to the second treatment at the heat treatment temperature. This practice reduces the problems mentioned above. The temperature-time relationship for such a heating cycle is shown in the figure below.
Speed of the heat treatment of the metal foil.
A heat treatment, in the broad sense of the word, refers to the heating and cooling of metals in solid state, to modify their properties mechanical properties, its metallographic structure or eliminate residual stresses. [3]
In the course of heat treatment of the metal foil, the mechanical properties can be modified by the effect of varying the heating speed or the cooling speed of the alloy, if this speed parameter is not correct, negative effects can occur. in its behavior and this is very important,
remembering that this is an initial stage that is part of a succession of treatments in the manufacture of the resistor, the following procedures, which are many, subject the material to physical and chemical changes.
Using the practical values of alloy metallurgy, it turns out :
The preheating temperature Tp must be between 24% and 28% of the maximum, using the maximum value is Tp = 120.12 [⁰C], of the maximum temperature Tm = 429.4 [⁰C], with a time tp, between 30 [min] 40 [min], taking the mean value of tp =35 [min] . According to these results, a m= 4.2[⁰ C/min.], a slightly lower value than Kazuo Horii's value of m=9.6 [⁰ C/min.].
Bibliography.
[1] Heat Treatment Principles and Techniques ,Ashok Sharma, C. P. Sharma, and T. V. Rajan.
[2] THE ELECTRICAL CHARACTERISTICS OF A MCKEL-CHROMIUM-ALUMINIUM-COPPER RESISTANCE WIRE By C. DEAN STARR, Ph.D., and T. P. WANG, Ph.D. ,June, 1957.
[3] Practical Heat Treating Second Edition Jon L. Dossett, Howard E. Boyer, 2006.
[4] Kazuo Horii, Kazuo Ohya, Matuo Zama , Hiroyuki Takashina, present a description of a process for the manufacture of the metal foil resistor, dated July 16, 1974 , United States Patent 3,824,521, called Resistor.
[5] FLATELECTRICAL COMPONENTS, Benjamin Solow, United States Patent, 4,306,217
Dec. 15, 1981.