Hole Making
💣 👉🏻👉🏻👉🏻 ALL INFORMATION CLICK HERE 👈🏻👈🏻👈🏻
Contents
1. Machined holes 2. Hole-making operations
About CustomPartNet
About Us
Contact Us
Privacy Policy
List Your Company
Advertise
Process Overviews
Injection Molding
Sand Casting
Milling
Die Casting
Glossary
Copyright © 2021 CustomPartNet. All Rights Reserved.
Hole-making is a class of machining
operations that are specifically used to cut a hole into
a workpiece .
Machining, a material removal process,
creates features on a part by cutting away the unwanted
material and requires a machine, workpiece,
fixture , and
cutting tool. Hole-making can be performed on a variety
of machines, including general machining equipment such
as CNC milling machines or CNC turning machines.
Specialized equipment also exists for hole-making, such
as drill presses or tapping machines. The workpiece is a
piece of pre-shaped material that is secured to the
fixture, which itself is attached to a platform inside
the machine. The cutting tool is a cylindrical tool with
sharp teeth that is secured inside a piece called a
collet, which is then attached to the spindle, which
rotates the tool at high speeds. By feeding the rotating
tool into the workpiece, material is cut away in the
form of small chips to create the desired feature.
Hole-making operations are
typically performed amongst many other operations in the
machining of a part. However, hole-making may be
performed as a secondary machining process for an
existing part, such as a casting or forging. This can be
done to add features that were too costly to form during
the primary process or to improve the tolerance or
surface finish of existing holes.
In machining, a hole is a
cylindrical feature that is cut from the
workpiece by a
rotating cutting tool that enters the workpiece axially.
The hole will have the same diameter of the cutting tool
and match the geometry (which may include a pointed
end). Non-cylindrical features, or pockets, can also be
machined, but they require end milling
operations not hole-making operations. While all machined holes have
the same basic form they can still differ in many ways
to best suit a given application. A machined hole can be
characterized by several different parameters or
features which will determine the hole-making operation
and tool that is required.
Several hole-making operations exist, each using a different type of cutting tool and forming a different type of hole.
Drilling
- A drill bit enters the workpiece axially and
cuts a blind hole or a through hole with a
diameter equal to that of the tool. A drill
bit is a multi-point tool and typically has
a pointed end. A twist drill is the most
commonly used, but other types of drill
bits, such as a center drill, spot drill, or
tap drill can be used to start a hole that
will be completed by another operation
Reaming
- A reamer enters the workpiece axially and
enlarges an existing hole to the diameter of
the tool. A reamer is a multi-point tool
that has many flutes, which may be straight
or in a helix. Reaming removes a minimal
amount of material and is often performed
after drilling to obtain both a more
accurate diameter and a smoother internal
finish.
Tapping
- A tap enters the workpiece axially and cuts
internal threads into an existing hole. The
existing hole is typically drilled by the
required tap drill size that will
accommodate the desired tap. The tap is
selected based on the major diameter and
pitch of the threaded hole. Threads may be
cut to a specified depth inside the hole
(bottom tap) or the complete depth of a
through hole (through tap).
Boring
- A boring tool enters the workpiece axially
and cuts along the internal surface of an
existing hole to enlarge the diameter or
obtain more precise dimensions. The boring
tool is a single-point cutting tool, which
can be set to cut the desired diameter by
using an adjustable boring head.
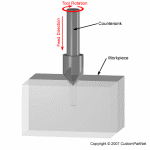
Counterboring
- A counterbore tool enters the workpiece
axially and enlarges the top portion of an
existing hole to the diameter of the tool.
Counterboring is often performed after
drilling to provide space for the head of a
fastener, such as a bolt, to sit flush with
the workpiece surface. The counterboring
tool has a pilot on the end to guide it
straight into the existing hole.
Countersinking
- A countersink tool enters the workpiece
axially and enlarges the top portion of an
existing hole to a cone-shaped opening.
Countersinking is often performed after
drilling to provide space for the head of a
fastener, such as a screw, to sit flush with
the workpiece surface. Common included
angles for a countersink include 60, 82, 90,
100, 118, and 120 degrees.
https://www.youtube.com/watch?v=_VFyL9dxgrY
http://www.custompartnet.com/wu/hole-making
Nelson Freitas Rebound Chick
Wendy Star Porn Pics
German Metal Companies Pipe
Holemaking - YouTube
Machining Hole-making Process, Opertaions, Tools, …
Making of Holes [2003] - YouTube
42-Introduction to Hole Making - YouTube
Hole making – ISCAR E-LEARNING
Hole-making and Drilling Technology for Composites ...
HOLE MAKING MACHINE - YouTube
Cutting Tool Innovation to Speed Up Metalworking ...
hole-making中文_hole-making是什么意思 - iChaCha
Hole Making