Глава 2
Gleb KolesnikovЗдравствуйте, в этой главе мы решим проблемы с целостностью моделей, уберем пропуски слоев и сделаем все поверхности ровными и прочными.
Расслоение модели
Обычно случается на пластике АБС и СБС. Лечится отключением или уменьшением обдува модели, повышением температуры печати, уменьшением скорости печати, установкой принтера в термокамеру. Последнее особенно желательно, потому что позволяет избавиться от еще ряда проблем: Отлипание модели от стола, отлипание углов модели, расслоение, трещины, плохая спекаемость слоев.
Отлипание модели от стола
Это может случиться на любом пластике и для новичков обычно это серьезная проблема. В первую очередь советую пойти в ближайшую стеклорезку и вам там вырежут кусок стекла под ваш размер стола и обработают края за 300-400 рублей. Стекло долговечно, удобно и на него можно наносить любой адгезив.
Итак, что же мазать на стол, что бы модель не отлипала?
Лично я использую 3д клей, так как он самый удобный и обеспечивает зеркальный первый слой. Пшикаем 3-4 раза на тряпочку и натираем ей наш стол. Слой получается очень тонкий и довольно долгоживущий. Этот клей стирается обычной влажной тряпкой.

Но зачастую даже 3д клей не может удержать модель или его не найти в вашем городе. В таком случае идем в хозмаг и покупаем клей БФ2 и изопрапанол. Смешиваем в пропорции 1:1 и наносим максимально ровным и тонким слоем на стол. Этот адгезив работает очень хорошо, особенно если греть стол 80+ градусов. Однако, его снимать крайне сложно. Советую разогреть стол до 100 градусов и срезать клей новым лезвием канцелярского ножа или заточенным шпателем. Можно снять стекло и хорошенько помыть его жесткой губкой, но по моему мнению это гораздо утомительнее.
· Далее можно воспользоваться каймой. Поставить 3-10 периметров.
· Увеличить температуру стола
· Расположить модель самой большой плоской гранью на столе
· Уменьшить заполнение, особенно помогает для пластиков с большой усадкой
Смещение слоев

Этот дефект возникает обычно в самом начале эксплуатации принтера и после качественной настройки вряд ли еще раз появится. Причины дефекта: слишком низкий ток на драйверах, слишком высокие рывки, слишком высокая скорость для оси Z. На фотографии дефект из-за низкого напряжения на драйверах.
· Ток на драйверах. Что бы это исправить, включаем принтер, отсоединяем провода от всех мотор, берем мультиметр и черный щуп подсоединяем к минусовому разъему питания платы, а красный щуп подсоединяем к потенциометру на драйвере ОЧЕНЬ аккуратно крутим его, выставляя напряжение. Прибавляем по 0,1 ампера, но не более 1,1А. Если проблема не исчезла, выставляем напряжение как было и переходим к следующему пункту.
· Рывки. На всех принтерах рывки подбираются экспериментально, но скажу примерные значения: для прюш ставим 10, для летающих медведей 10, для
H-bot и core-XY можно начать с 15-20 и далее смотреть на возможности своего принтера.
· Ось Z. На ней ставим скорость 5-10 мм/с и ускорения 500, рывок 1
· Правильность настройки кинематики. Нужно проверить перпендикулярность и параллельность всех частей принтера, так же стоит подвигать (!без резких движений и на отключенном принтере!) печатающую головку по всем осям – она должна двигаться плавно, без заеданий. Если это не так, то стоит перебрать принтер и смазать направляющие. Если уверены в своих силах и, перепробовав всё, вы не пришли к удовлетворяющему результату, то можно пересобрать подшипники скольжения и каретки рельс, возможно, туда попала грязь. Так же ОБЯЗАТЕЛЬНО проверить фиксацию шкивов
· Натяжение ремней. Все ремни на принтере должны быть одинаково натянуты, не должны провисать. Если их подергать, они должны звучать как шестая струна гитары.
· Стол. Проверьте фиксацию стекла или другого покрытия на алюминиевой основе стола.
Пропуск слоев

Пропуск происходит по двум причинам:
1. когда образуется пробка, но тут же сама «рассасывается»
2. когда хотенд не успевает разогревать пластик, то есть ему не хватает производительности
Первое лечится так же, как и в пункте пробка. Второе лечится замедлением печати (тот же e3dv6 стабильно работает до 100 мм/с, сопло 0,4мм, слой 0,2мм), повышением температуры, но не более 20 градусов, уменьшением толщины слоя. На крайний случай, если вы чувствуете в себе силу, можно установить нагревательный блок типа vulkan. Но нужно понимать, для чего он нужен. Он в 2 раза производительнее e3dv6 и способен печатать слоем 0,3 шириной линии 0,6 при 60мм/с. Его ставят, если есть потребность печатать огромное количество простых моделей и не нужна особая детализация. При этом нужно учесть, что вулкан – это вообще другой мир со своими настройками и своими специфическими проблемами.
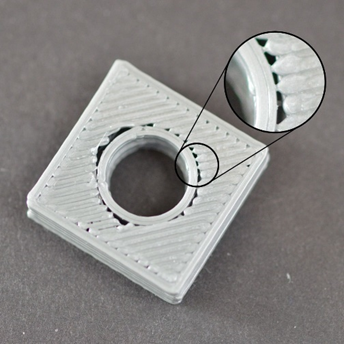
Искаженная геометрия
На данном изображении не соблюдается прямой угол. Чаще всего происходит на принтерах с кинематикой «дельта». Решается уменьшением скоростей и, опять же, перебором осей принтера.
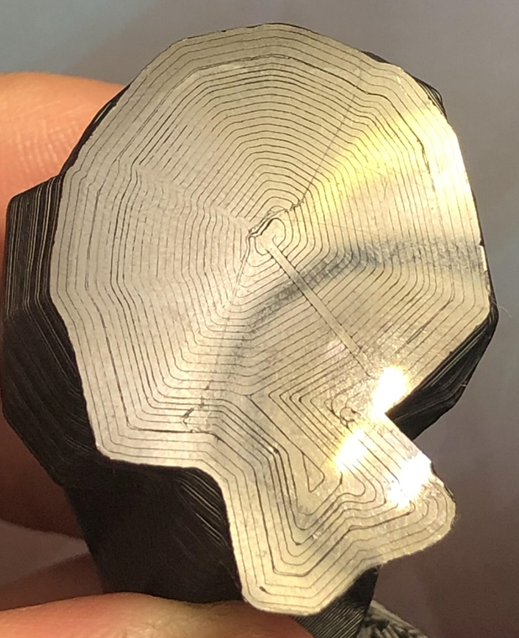
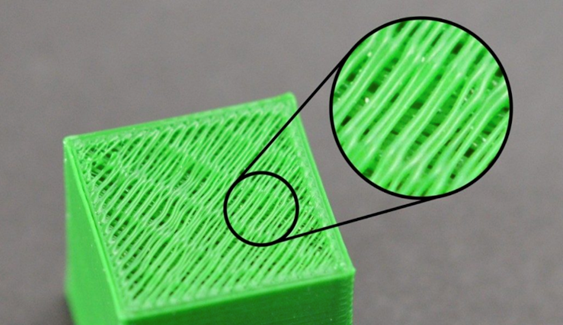
Пустоты на последнем слое
Эта проблема, пожалуй, решается проще всего. Постепенно поднимаем поток на последнем слое и перекрытие заполнения, предпочтительнее именно перекрытие. Так же на концентрическом заполнении этот дефект встречается крайне редко. Если образуются трещины между периметрами, то нужно поднимать поток, но сначала калибровать шаги экструдера.
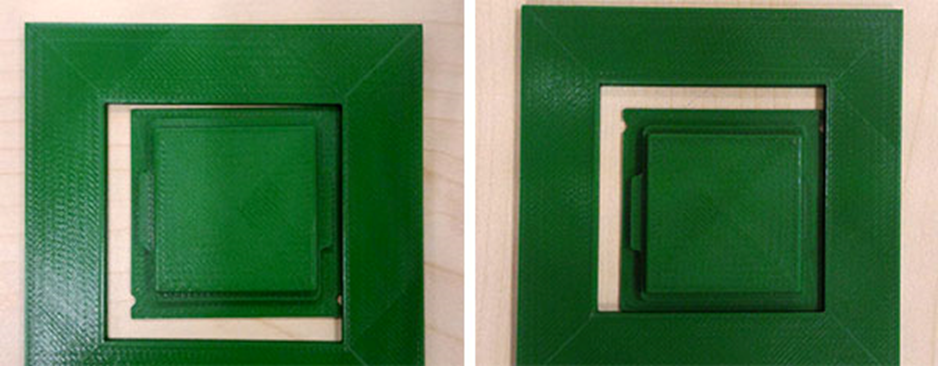
Некрасивое заполнение
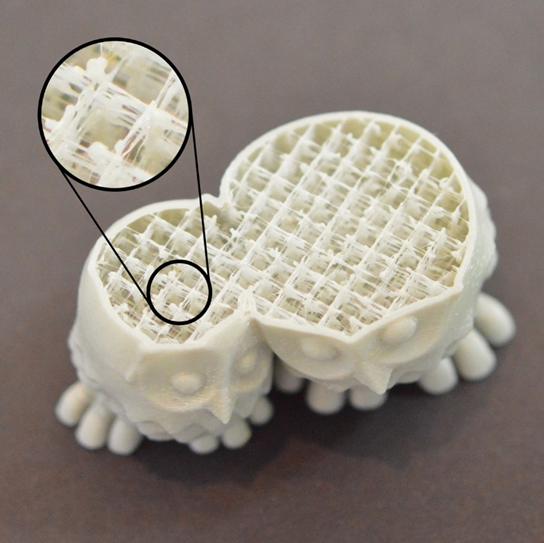

Выявить этот дефект легко на недопечатанной модели. Слева некрасивое заполнение, справа красивое. Дефект лечится уменьшением скорости печати заполнения и выбором более простого заполнения типа сетки или линий. Однако если кинематика принтера довольно быстрая, я бы посоветовал гироидное заполнение, так как оно минимизирует внутренние напряжения и при этом довольно крепкое. Особенно подходит для художественных моделей.
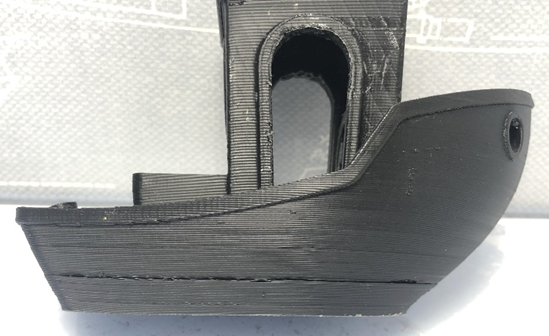
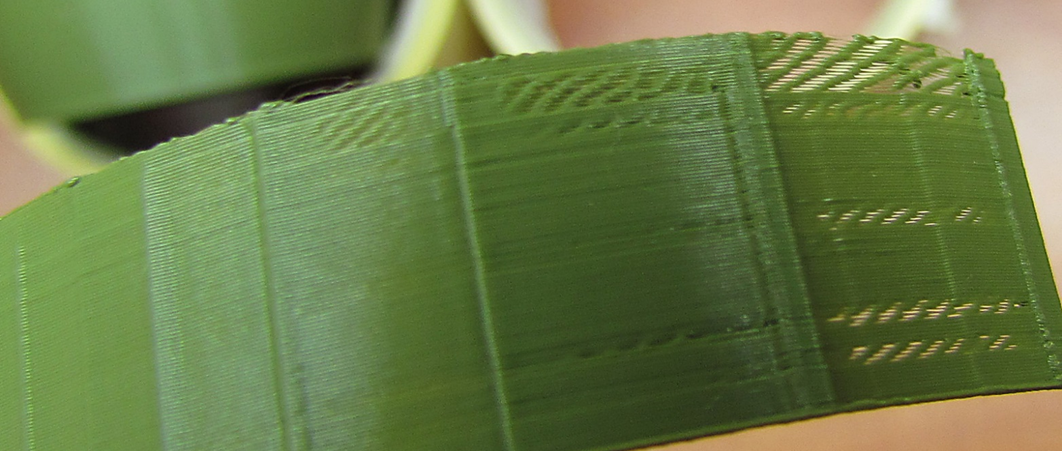
Оплавленная модель

Особенно проявляется при печати мелких элементов на большо скорости и при недостаточном обдуве. Решения проблемы:
· Увеличение обдува. На крайний случай можно подуть компрессором в данном участке
· Уменьшение скорости. Банально, но действенно
· Печать меньшими слоями. Меньше слои – больше детализация
· Слегка уменьшить температуру печати, максимум на 10 градусов. Пластик будет выходить из сопла менее жидким и будет гораздо быстрее остывать.
Недоэкструзия

Недоэкструзия может проявляться в абсолютно разном виде, однако везде принтер выдавливает слишком мало пластика. Любая недоэкструзия – это результат предыдущих дефектов: пробка, нехватка производительности, пропуск слоев, трещины на последнем слое. В первую очередь нужно перебрать хотенд, а далее смотреть на остальные дефекты.
Глава 1 - https://telegra.ph/Glava-1-05-12
Глава 3 - https://telegra.ph/Glava-3-05-12
Дополнение - https://telegra.ph/Dopolnenie-05-12-2