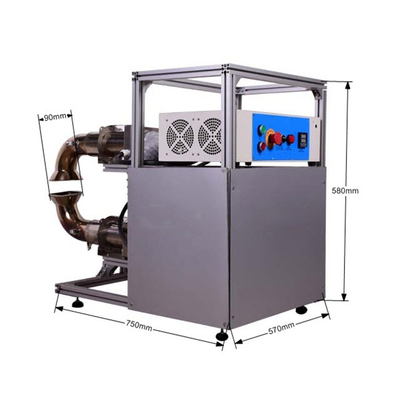
Expansion Line For Heat Shrink Tube Production
⚡ 👉🏻👉🏻👉🏻 INFORMATION AVAILABLE CLICK HERE 👈🏻👈🏻👈🏻
Title Abstract Claims Full Document
Chemistry
Identical
Substructure
SMARTS
Similarity
Batch
Search specific patents by importing a CSV or list of patent publication or application numbers.
The invention discloses a perforation-free production line for expanding a heat-shrinkable tube, which comprises a raw material disc, wherein the heat-shrinkable tube is wound on the raw material disc, the tail end of the heat-shrinkable tube penetrates through the side part of the raw material disc and is communicated with a rotatable air nozzle, and the air nozzle is connected with a vacuum pump; the pipe expanding mechanism comprises a heat shrinkable pipe heating section, a heat shrinkable pipe dry expanding section, a heat shrinkable pipe cooling and shaping section and a heat shrinkable pipe flattening exhaust section; receiving agencies, receiving agencies includes rolling dish and tension control device, and the rolling dish rotates and realizes the winding of the flat tub of pyrocondensation pipe, and tension control device includes unsettled adjusting disk and the lever structure who sets up, and the lever structure includes rotatable horizontal pole, the fixed adjusting disk of horizontal pole one end, and the horizontal pole other end is equipped with adjustable weight, and the sensor is installed to the rotation node of horizontal pole, and the sensor is connected with the converter communication of motor, twine behind the flat tub shaping of pyrocondensation pipe and accomplish on the rolling dish and receive the material. The device can realize continuous production of the dry expanding machine without punching, effectively reduces labor intensity and improves product quality.
B29C61/08 Making preforms having internal stresses, e.g. plastic memory by stretching tubes
The invention relates to the technical field of improved design of heat-shrinkable tube expanding production, in particular to a perforation-free production line for heat-shrinkable tube expanding and a processing method thereof.
In the prior art, the expansion of heat-shrinkable tubing is mainly used in the current stage of expansion production by a vacuum expansion method, less compressed air is introduced into the interior of a pipe, when the heated pipe passes through an expansion mould, the interior wall of the mould and the exterior of the pipe are vacuumized, so that a certain pressure difference is caused between the interior and the exterior of the pipe, the pipe is expanded to be tightly attached to the inner wall of the mould under the action of the pressure difference between the interior and the exterior, and the pipe is cooled and shaped when contacting the inner wall of the mould, so that a required product is obtained. The pipe with the inner diameter of less than 6 mm is produced in a circular pipe form, and the pipe with the inner diameter of more than 6 mm is produced in a flat pipe form by using a dry expanding machine. When flat pipe production, the tubular product that comes out from the mould mouth is cylindrical, makes tubular product become flat pipe through the pinch roller extrusion, can make the inside air of tubular product form atmospheric pressure and go toward the tubular product back end when the pinch roller extrudes cylindrical tubular product, so the tubular product back end must have an exhaust port, just can make the sleeve pipe expand under certain pressure, and natural atmospheric pressure is arranged and can not go out, and is bigger and bigger, can make the sleeve pipe inflation, can't cross the mould, can not expand.
The expansion of the flat tube of the dry expansion machine at the present stage mainly adopts two methods, wherein one method is that each round of tube is wound for 300 plus 500 meters, so that the tail end of the sleeve is ventilated and the exhaust port is expanded. Secondly, the winding of each round of the pipe is 8000 m for 2000-. Generally, the second method is used for punching holes on the sleeve to expand the flat tube, however, each round of tube has thousands of meters of tubes, manual air holes are required to be punched by operators when one round of tube is expanded and produced, and the machine is required to be adjusted again to expand each time one air hole tube is passed, so that the production intensity of the operators is high, and more production waste products are generated.
The invention aims to overcome the defects of the prior art, and provides a punching-free production line for expanding heat-shrinkable tubes and a processing method thereof, which can realize continuous production of a dry expanding machine without punching, effectively reduce labor intensity and improve product quality.
In order to achieve the purpose, the invention adopts the technical scheme that: a perforation-free production line for expanding heat-shrinkable tubes comprises a raw material disc, wherein heat-shrinkable tubes are wound on the raw material disc, the tail ends of the heat-shrinkable tubes penetrate through the side part of the raw material disc and are communicated with a rotatable air nozzle, and the air nozzle is connected with a vacuum pump;
the pipe expanding mechanism comprises a heat shrinkable pipe heating section, a heat shrinkable pipe dry expanding section, a heat shrinkable pipe cooling and shaping section and a heat shrinkable pipe flattening exhaust section, wherein the heat shrinkable pipe heating section heats and softens the heat shrinkable pipe in the pipe through a heating pipeline, the heat shrinkable pipe dry expanding section vacuumizes between the inner wall of a dry expanding die and the outer wall of the heat shrinkable pipe to enlarge the diameter of the heat shrinkable pipe, the heat shrinkable pipe cooling and shaping section expands the heat shrinkable pipe to be attached to the inner wall of the dry expanding die through introducing cooling liquid into a cavity of the dry expanding die and then shapes, and the heat shrinkable pipe flattening exhaust section flattens and exhausts the heat shrinkable pipe to a heat shrinkable pipe cavity in the dry expanding die through a pinch roller;
receiving agencies, receiving agencies include rolling dish and tension control device, the rolling dish rotates and realizes the winding of the flat pipe of pyrocondensation pipe, the rolling wheel bottom of rolling dish is equipped with two rubber tyers, the rubber tyer passes through motor drive and rotates, tension control device includes unsettled adjusting disk and the lever structure who sets up, the lever structure includes rotatable horizontal pole, the fixed adjusting disk of horizontal pole one end, the horizontal pole other end is equipped with adjustable weight, the sensor is installed to the rotation node of horizontal pole, the sensor is connected with the converter communication of motor, the winding is accomplished on the rolling dish after the shaping of the flat pipe of pyrocondensation pipe after the adjusting disk and is received the material.
The dry-expanding die comprises a die jacket, wherein a vacuum nozzle, a water inlet hole and a water outlet hole are sequentially processed on the die jacket; the inner core is positioned in the cavity of the outer sleeve of the mold, a sleeve hole is processed in the inner core, the heat-shrinkable tube penetrates through a vacuum cavity between the sleeve hole and the inner wall of the inner core, and a vacuum suction hole and a vacuum gap are formed in the vacuum cavity; and the die nozzle is matched with the sleeve hole, is arranged at the center of one end of the die outer sleeve and is used for positioning the heat-shrinkable tube.
The cavity between the die outer sleeve and the inner core, which is positioned at one side of the die nozzle, is communicated through the vacuum nozzle, and the cavity between the die outer sleeve and the inner core, which is far away from one side of the die nozzle, is communicated with the water outlet hole through the water inlet hole.
The vacuum cavity is provided with a plurality of vacuum suction holes communicated with the sleeve hole, and the vacuum suction holes and the vacuum gaps are communicated with the vacuum nozzle.
The receiving agencies still including setting up the steering wheel between adjustment disc and rolling dish, the steering wheel is installed on the nut seat, nut seat and lead screw threaded connection, the axial direction parallel of lead screw and rolling dish passes through motor drive, the rolling dish includes first rolling wheel and second rolling wheel, install the pivot that is used for twining the flat pipe realization of pyrocondensation pipe and receive the material between first rolling wheel and the second rolling wheel.
The first winding wheel is provided with a notch, the heat shrinkable tube flat tube penetrates through the notch and then is rotationally fixed on the inflatable support, the heat shrinkable tube flat tube and an air nozzle on the inflatable support are connected with the air pump, the rubber wheel is driven by the first motor, the first motor is coaxial with the rubber wheel through the speed reduction of the speed reducer, the first motor is connected with the frequency converter, the lead screw is driven by the second motor, the second motor is coaxial with the lead screw through the speed reduction of the speed reducer, and the second motor is connected with the frequency converter.
The horizontal pole of lever structure and the axial of adjustment disk perpendicular, the horizontal pole passes through threaded connection weight, and the sensor is pressure sensor, and the ultrasonic sensor is still connected to the converter, the expansion converter in the thermal shrinkage pipe expansion mechanism is connected to the ultrasonic sensor.
A processing method of a perforation-free production line for expanding heat shrinkable tubes comprises the following steps:
s1, one end of an air nozzle is connected with the tail end of a heat-shrinkable tube on a raw material disc, a vacuum meter and a vacuum flow valve are connected between the other end of the air nozzle and a vacuum pump through a guide tube, the vacuum pump is started, and the size of the vacuum flow valve is adjusted;
s2, operating a pipe expanding mechanism, manually dragging the front end of the heat-shrinkable pipe on the raw material disc to a station of the pipe expanding mechanism, and then sequentially starting a heating section of the heat-shrinkable pipe, a dry expanding section of the heat-shrinkable pipe, a cooling and shaping section of the heat-shrinkable pipe and a flattening and exhausting section of the heat-shrinkable pipe;
and S3, manually dragging the flat pipe processed by the flattening exhaust section of the heat-shrinkable tube to a material receiving plate of the material receiving mechanism to wind for receiving.
In step S1, the raw material tray rotates to discharge the material, the side opening of the raw material tray connects the tail end of the heat shrink tube with an external air nozzle, the air nozzle is installed on the rotating head, and the rotating head is installed on the bracket.
Compared with the prior art, the invention has the beneficial effects that: the production line of the device can realize continuous production of 7000-plus 8000-meter pipes without punching, adopts a dry expansion and punching-free expansion processing method, does not need manual punching of operators, effectively reduces labor intensity, reduces production rejection rate, and improves product quality.
FIG. 1 is a schematic view of a dry-expanding mold of the present invention;
fig. 2 is a schematic structural view of a winding disc of the present invention.
The labels in the figures are: 1. a die nozzle; 2. sleeving a mold sleeve; 3. a vacuum nozzle; 4. a water inlet hole; 5. a vacuum chamber; 6. sleeving the pipe hole; 7. a vacuum suction hole; 8. a water outlet hole; 9. an inflatable support; 10. a first winding wheel; 11. cutting; 12. a second wind-up wheel; 13. a rubber wheel; 14. a screw rod; 15. a steering wheel; 16. a nut seat; 17. a first motor; 18. a second motor.
The following detailed description is provided in conjunction with the embodiments and with reference to the accompanying drawings in order to provide a further explanation of the technical features and advantages of the present invention.
As shown in fig. 1-2, the punching-free production line for expanding the heat shrinkable tube of the present invention comprises a raw material tray, wherein the raw material tray is wound with the heat shrinkable tube, the tail end of the heat shrinkable tube penetrates through the side of the raw material tray and is communicated with a rotatable air nozzle, and the air nozzle is connected with a vacuum pump;
the pipe expanding mechanism comprises a heat shrinkable pipe heating section, a heat shrinkable pipe dry expanding section, a heat shrinkable pipe cooling and shaping section and a heat shrinkable pipe flattening exhaust section, wherein the heat shrinkable pipe heating section heats and softens the heat shrinkable pipe in the pipe through a heating pipeline, the heat shrinkable pipe dry expanding section vacuumizes between the inner wall of a dry expanding die and the outer wall of the heat shrinkable pipe to enlarge the diameter of the heat shrinkable pipe, the heat shrinkable pipe cooling and shaping section expands the heat shrinkable pipe to be attached to the inner wall of the dry expanding die through introducing cooling liquid into a cavity of the dry expanding die and then shapes, and the heat shrinkable pipe flattening exhaust section flattens and exhausts the heat shrinkable pipe to a heat shrinkable pipe cavity in the dry expanding die through a pinch roller;
receiving agencies, receiving agencies include rolling dish and tension control device, the rolling dish rotates and realizes the winding of the flat pipe of pyrocondensation pipe, the rolling wheel bottom of rolling dish is equipped with two rubber tyers 13, the rubber tyer passes through motor drive and rotates, tension control device includes unsettled adjusting disk and the lever structure who sets up, the lever structure includes rotatable horizontal pole, the adjusting disk is fixed to horizontal pole one end, the horizontal pole other end is equipped with adjustable weight, the sensor is installed to the rotation node of horizontal pole, the sensor is connected with the converter communication of motor, the winding is accomplished on the rolling dish after the adjusting disk after the flat pipe shaping of pyrocondensation pipe and is received the material.
Further, as shown in fig. 1, the dry-expanding die comprises a die jacket 2, which comprises a die jacket, wherein the die jacket is sequentially provided with a vacuum nozzle 3, a water inlet hole 4 and a water outlet hole 8; the inner core is positioned in the cavity of the outer sleeve of the mold, the inner core and the outer sleeve are in threaded connection and sealed by a sealing ring, a sleeve hole 6 is processed in the inner core, a heat-shrinkable tube penetrates through a vacuum cavity 5 between the sleeve hole and the inner wall of the inner core, and a vacuum suction hole and a vacuum gap are formed in the vacuum cavity; and the die nozzle 1 is matched with the sleeve hole, is arranged at the center of one end of the die outer sleeve and positions the heat-shrinkable tube, so that the heat-shrinkable tube smoothly enters the die cavity of the dry-expanding die.
Further, the cavity between the outer die sleeve and the inner core, which is positioned at one side of the die nozzle, is communicated through a vacuum nozzle, the cavity between the outer die sleeve and the inner core, which is positioned at one side far away from the die nozzle, is communicated through a water inlet hole and a water outlet hole, a plurality of vacuum suction holes 7 communicated with the sleeve pipe holes are processed on the vacuum cavity, the vacuum suction holes and the vacuum gaps are communicated with the vacuum nozzle, and the vacuum suction holes, the water inlet hole and the water outlet hole are all through holes of a quartering cylinder. The multi-section die can be combined to form a die body, a plurality of sub dies can operate simultaneously, the diameter of the expansion pipe of the heat shrinkable pipe is gradually changed, and the expansion of the sleeve pipe can be more stable. The heat-shrinkable tube is heated, is insulated by the die nozzle and then enters the bushing hole, and is vacuumized from the vacuum nozzle, the vacuum suction hole and the vacuum gap enable the vacuum cavity to form a vacuum environment, then the outer wall of the heat-shrinkable tube is tightly attached to the inner side wall of the vacuum cavity, and the cooling cavity is tightly attached to the horizontal direction of the vacuum cavity, so that the purpose of rapid cooling and shaping can be realized. In addition, a certain number of vacuum suction holes can be arranged on the vacuum cavity according to needs, the specific number is not particularly limited, a larger area of vacuum areas can be distributed in the mold through the vacuum suction holes, and better expansion is achieved. Finally, the shape of the inner wall of the inner core is selected according to the processing requirements, such as a tapered cylinder, a stepped cylinder and the like, as long as the size of the inner wall is larger than the diameter of the sleeve hole.
Further, the receiving mechanism further comprises a steering wheel 15 arranged between the adjusting disc and the winding disc, the steering wheel is installed on a nut seat 16, the nut seat is in threaded connection with a screw rod 14, the screw rod is parallel to the axial direction of the winding disc and is driven by a motor, the winding disc comprises a first winding wheel 10 and a second winding wheel 12, and a rotating shaft used for winding the heat-shrinkable tube flat tube to achieve receiving is installed between the first winding wheel and the second winding wheel. As shown in fig. 2, the winding disc includes a first winding wheel and a second winding wheel, and a rotating shaft for winding the heat shrinkable tube to receive the material is installed between the first winding wheel and the second winding wheel. The first winding wheel is provided with a notch 11, the heat-shrinkable tube penetrates through the notch and then is rotationally fixed on the inflatable support 9, the heat-shrinkable tube and an air nozzle on the inflatable support are connected with the air pump, the air pumping power of the air nozzle is used for collecting the material according to the actual requirement of the material, and the heat-shrinkable tube which is expanded is flattened and wound to the winding disc to reduce the occupied volume due to the increase of the diamete
Uch Xxx Kino Uzbek Tilida
Back Body Naked
Private Triple X Files 7 Laura
Xxx Big Size
German X Porno Endlich
CN110722785A - Punching-free production line for expanding ...
Heat shrink tube processing equipment - THONAUER GmbH
CN2698571Y - Continuous aeration expansion device for h…
Production Process Of Heat Shrink Tubing - News - Suzhou ...
PE Heat Shrink Tube Production Line - Procurement of ...
Polyolefin Heat Shrink Tubing for Tight-Tolerance Medical ...
Heat shrink Tubing Users Guide | Whitepaper | Grayline LLC
Expansion Line For Heat Shrink Tube Production































.jpg)