Anchor chain
Ivan LinnikAnchor Chain Inspection in Dry dock
During an anchor chain inspection, the chain cables should be ranged out on the dock floor and visually inspected for wear and the link diameter is measured. Generally the overhauling of each shackle has been omitted. All anchor chains are stud chains.
Chin rinks are made of steel bar or cast steel. In case of ULCC and VLCC almost all are of cast steel.
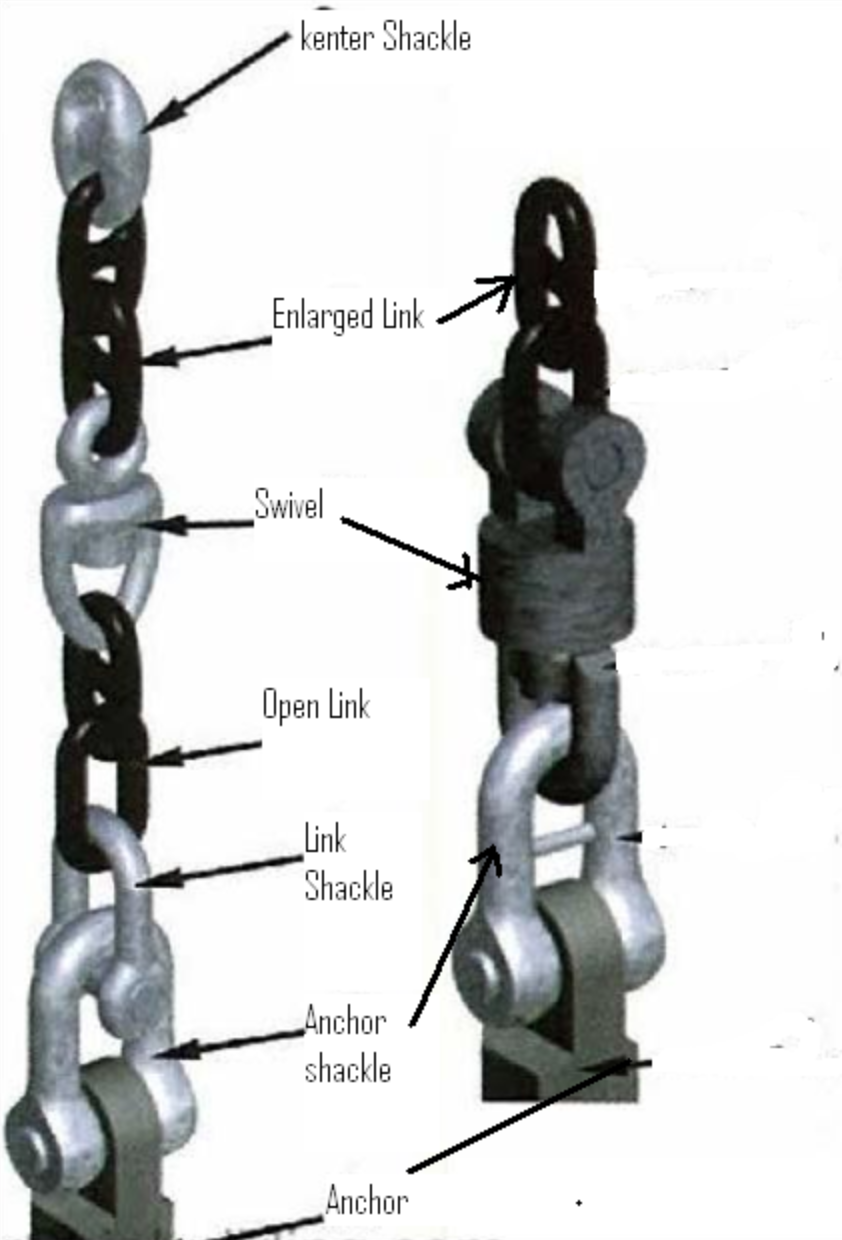
Anchor Cable Accessories
1) Anchor shackle - Large shackle used for connecting the chain cable and the anchor
2) Joining shackle - as above mentioned, shackles used for connecting two chain cables; if studless end links are not provided at both ends, this shackle cannot be used.
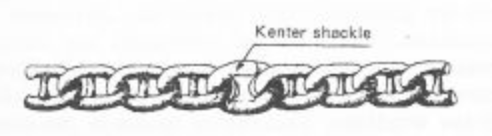
3) Kenter shackle - Shackles used for connecting a chain consisting of common links only and no end links.
This shackle has a split construction, therefore, it can be used to connect a broken chain, irrespective of where the break has occurred. It is more expensive than the joining shackle. Dismantling this shackle is a little difficult.
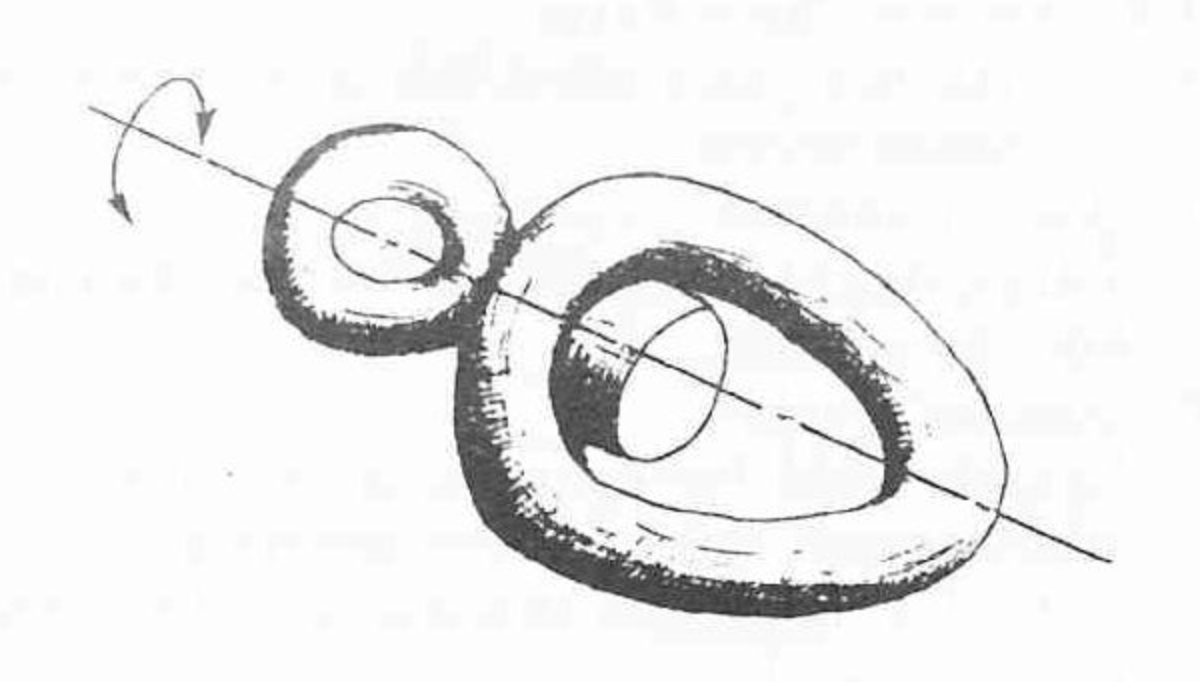
4) Swivel - joined close to the anchor, it has the role of preventing twists in the chain cable due to its rotation. If a swivel is not provided in the chain, the links in the chain may be twisted.
Length and Joining
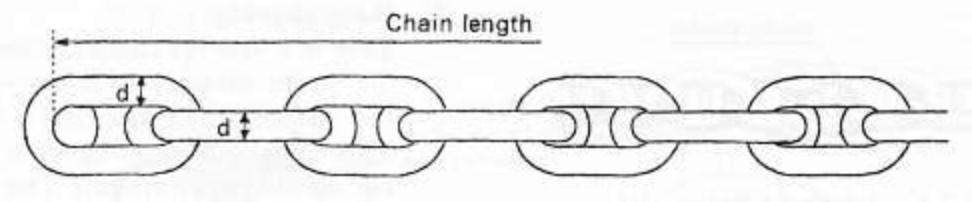
The length of chain is defined as the distance between the inside edge of the link at one end and also the inside edge of the link at another end is 27.5 m. These chains are joined with shackles to form a length that complies with the requirements of the Equipment Number. The number of links in a chain is an odd number so the shackle always comes at the same position on the gypsy wheel of the windlass. To remove the twists of chain cable, a swivel piece is sometimes connected between anchor and the chain cable. The number of links in the swivel piece is even number.
Manufacturing process
Welding - the almost all chains are made by electrically welding.
Casting steel - the big chain for ULCC and VLCC is manufactured by casting. By casting different strength steel chain can be made.
Strength
There are three kinds of chain cables depends on the material as follows:
1) Normal strength
2) High strength
3) Extra high strength
Kind of chain cable
There are two kinds of chain cable depends on the joining means.
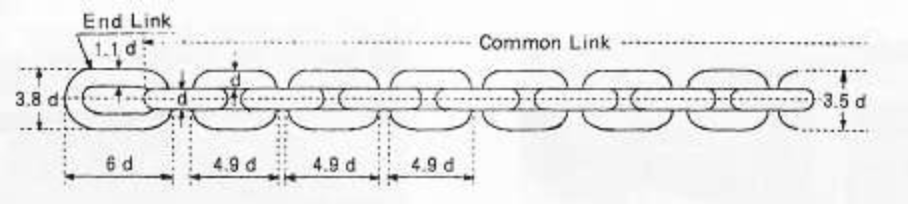
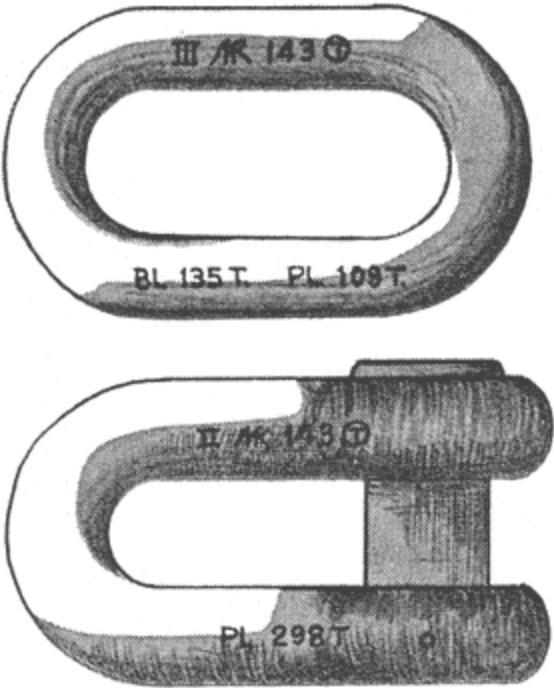
1) With end and enlarged link at both ends
When connect using a ordinary joining shackle, both end links do not have studs for inserting the head of shackle. Then the diameter is bigger than the common link. The links of both ends are called end link and the next one to the end link is called second link. Both links have a bigger diameter. Without the two links at the ends, all other links are called common links.
2) Common links only
When connection using a kenter shakles, there are neither end link nor second link. All are common links.
Connection of Chain Cable
The length of anchor chain cable is 27.5m. So it is necessary to join each other using shackles. There are two type of shackles. One is a joining shackle and the other is a kenter shackle
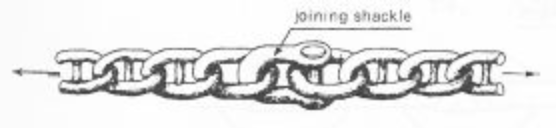
Joining shackle inspection
When the chain is connected with joining shackle, the ends of the chain cable have no end links so that the head of the joining shackle can pass through. The second link (enlarged) is an intermediate link used for connecting the end link and the common link.
Discard if reduction in diameter exceeds 12% in the area shown.
Kenter shackle
When the chain is joined with Kenter shackle, chain cable has neither end link not second link. All chain cable consists of common links only.
The construction of this shackle is not a simple like the joining shackle and more expensive. But it is very useful because the chain can be joined at any position when it is broken. In case of chain is connected with joining shackle and broken at the common link, it is impossible to join the broken common link with the joining shackle. So in case of all chains connected with joining shackle, generally the ship has one or two kenter shakles to join the broken common link.
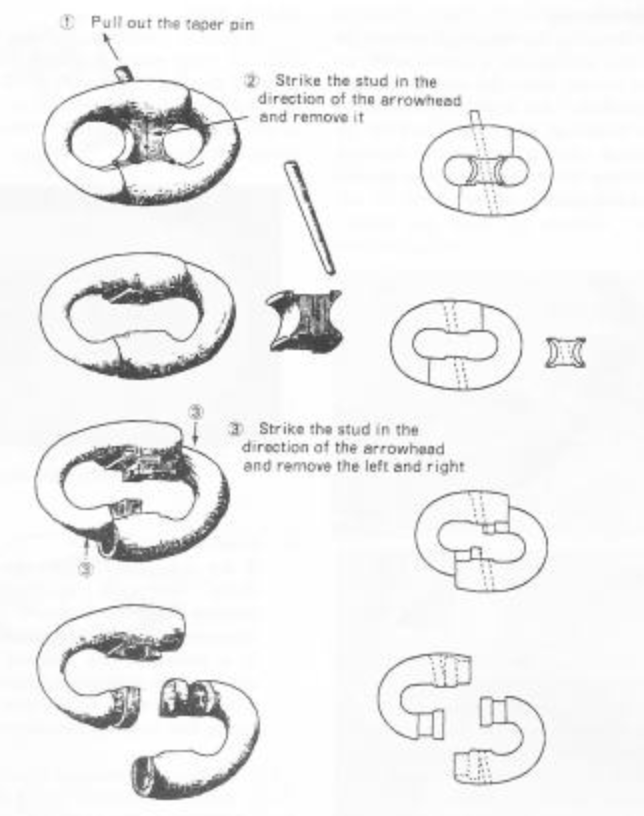
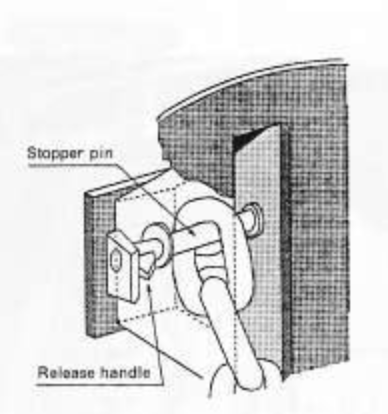
Dismantling of Kenter shackle
1) Pull out the taper pin
2) Remove the stud
3) Dismantle the two parts of the link by sliding them apart; however, if rust has formed the parts, slide the parts is very difficult; therefore, sometimes opening up may be omitted.
Assembling the Kenter shackle is by reversing procedure. But, if the top and bottom of the stud are not assembled correctly, the taper pin cannot be inserted.
Swivel
The points to be checked in the swivel are:
1) wear at the neck; if wear is excessive, the eye piece might work loose and drop off, causing the anchor to fall into the sea.
2) Either the swivel should be taken to the manufacturer's works to replace the eye piece, or the entire swivel should be replaced.
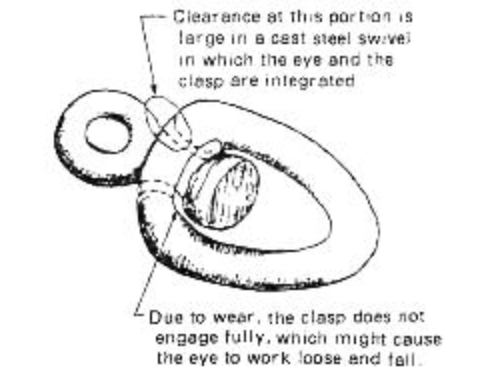
Swivel eyelet axle wear down, consideration should be given to replacement where the maximum lateral movement equates to 5% of the eyelet axle diameter
Damage to Chain and Check Point during Inspection
Links
Maximum Axial Stud movement – 3% of cable diameter
Maximum Lateral Stud movement – 5% of cable diameter
Maximum gap between Link and Stud – 3mm
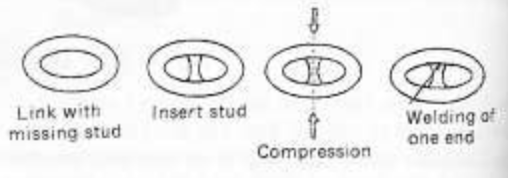
Where studs are missing from the anchor cable, the lengths of affected cable should be replaced.

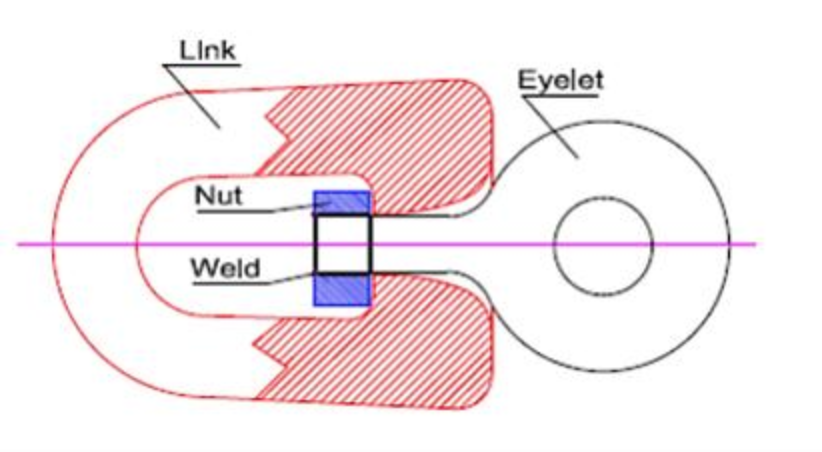
If loose studs exist, the affected cable should be replaced, or where considered feasible, welded as per proposal submitted and procedure based on material. The stud should be welded at the end opposite to the flash butt weld of the link and it should be welded completely around the circumference.
Proposal for repair is to be submitted to the Surveyor including a qualified welding procedure. Acceptance of the proposal is based on the condition of the link to be repaired and of remaining links. Welding is to be performed by qualified welders.
Welding consumables used are to be approved with grading 3 or 3Y. For Grades 1 and 2 chain cables consumables should have low hydrogen grading H15 or better and for Grade 3 chain cables a very low hydrogen grading of H5 or better.
A preheating temperature suitable to limit hardness and to prevent the risk of cold cracks is to be applied. In general the following applies:
Grade 1 and 2: 100°C
Grade 3: 175°C
The welding practice and the welding parameters are to be selected to permit a large single weld deposit to be made. A temper bead at the stud side is allowed and may be advisable depending on the link grade.
After welding, links should be wrapped to allow a slow cooling.
Testing includes NDT examination of welds and hardness test as applicable - as decided by the class surveyor.
Breaks
A chain cable is broken at the shoulder part of a link due to shearing force as shown below. If the link breaks at the parallel part, it is due to a welding defect. If the link breaks the chain and the anchor drop into the sea. In this case lost chain cables and anchor should be discovered and pull up from the seabed unless otherwise anchor and chain cables should be renewed.
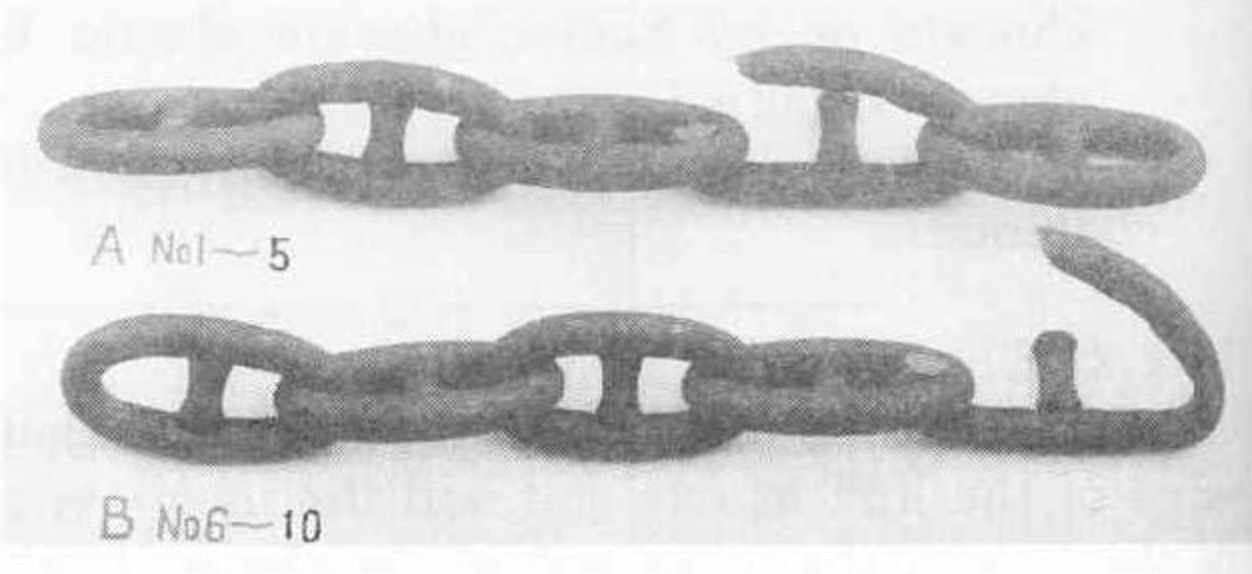
In Grade 2 flash butt chain of diameter 32 mm, broken links have no big deformation. A fully welded chain elongates adequately and breaks at the shoulder (A) due to shearing. Depending on the impact, the link might also break at (B) and the stud might be separated.

If welding is defective, the link break at the welded section.
Bending and twisting
Sometimes bending or twisting happens in the links near the anchor in a chain with no swivel. This occurs when the anchor rotates while it is suspending. In case of excessive bending or twisting, the chain cannot pass the gypsy wheel of the windlass. In this case it has to be taken to the manufacturer and repaired.

Blow hole
In case of cast steel chain, sometimes blow holes appear on the surface, Dormant during inspection at the manufacturer's works. Blow holes normally appear in a solid link or in every joining link. A chain with blow holes, should be taken to the manufacturer's works and proof tested to the specified load. They can be re-installed, if there is no change in strength characteristics.

Hawse Pipe and Chain Pipe
Hawse pipe and chain pipe have to be carefully examined. Sometimes crack, deform and heavy corrosion are found. Hawse pipe wear at the ends, where the anchor chain makes contact, should be built up, if grooved.
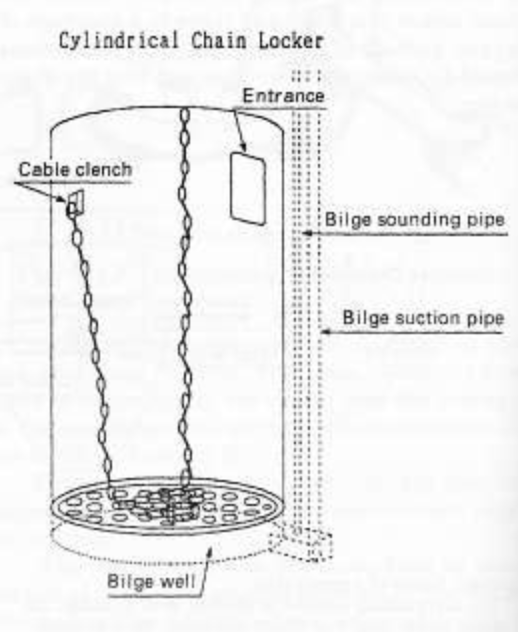
Chain Locker
Chain lockers, should be treated as an enclosed space and all precautions for ventilation, followed by de-mucking to be done before inspection. Shell plates, especially the bottom of chain locker at the seams and chain pipes are to be thoroughly inspected, and as per the age, thickness measurements to be carried out (part of special survey) and renewed as necessary.
Chain pipe to be checked for wear and re-built as necessary.
Chain guide wear below windlass to be rebuilt as necessary.
Bitter end of the chain is to be observed and any wear down of the pin, should be re-built as per advise of class surveyor.
All piping condition to be checked and renewed as necessary.
Visit: https://t.me/choffive